Started working on a new project! Antares 2cc 1943 by Elios Vantini. A beautiful Italian masterpiece! Made a short introduction vid of the first parts in the making:

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Antares 2cc - model diesel engine build
- Thread starter Olli-Matti
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.


Machined the case bore today and drilled and tapped the cylinder hold down bolts. Machined also the cylinder flange to correct dimension and opened up the exhaust gateways to the case.
Attachments




Onwards and upwards with the case. I dod lap the cylinder bore slightly with tufnol lap and diamond. Machined the conrod reliefs and proceeded to make the carburetor bore and transfer passage. Inlet port is still on the list. Thats going to be interesting as it needs to be done 7,25mm deep inside the cylinder bore 
Attachments



Inlet port was a success. I did use a 8mm x 0,8mm t-slot cutter I happened to have from the Nano 0.1 builds. Machined inside the cylinder bore 0,35mm deep and finished off with some careful dremel and file work. Case is now pretty much done.
Attachments





Started out with the crank. Chose the 42CrMo4 as a material. My go to material and only thing suitable I had on hand. Going to make it old school, no short cuts. Roughing from 30.0mm to 8.00mm and from there to final dimension of 7.05mm. I have a bearing ready reamed with chinese 7h7 reamer that makes about 7.03mm holes 
Also single pointed the M6x1.0 thread. Chose that over the fine M6 thread specified on the plan because some of my other engines have the M6x1.0 thread aswell.
Also single pointed the M6x1.0 thread. Chose that over the fine M6 thread specified on the plan because some of my other engines have the M6x1.0 thread aswell.
Attachments















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC

















$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



$443.98
TM NEXDYNAMI AT29618 Water Pump Compatible With/Replacement For John Deere 1020 1520 2020 300 301 400 401 440 440A 480 AT29618
VIVID MARKET CORPORATION


$160.35 ($1.43 / oz)
Replacement Combustion Chamber Kit, Burnham V8 and V8H, 1-6 Sec, 108136-01, 1129
Plumbing Planet





$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official



$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies

$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies



$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies



$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION



$426.53
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official

$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline


Thank you rklopp. It came out like that just by itself. I do thread and indicate with a dti against the carriage when threading against shoulder and just pull the tool out at the same point always.
The crank is now almost complete. Came out ok I think, fit feels nice and I did also make the pin and finished it to size. A tedious and time consumin part always as I do like to take it as lightly as possible with the offcenter holder.
An oil channel still needs to be drilled and web lightened for counterweight.
The crank is now almost complete. Came out ok I think, fit feels nice and I did also make the pin and finished it to size. A tedious and time consumin part always as I do like to take it as lightly as possible with the offcenter holder.
An oil channel still needs to be drilled and web lightened for counterweight.
Attachments








Antares has progressed again and I did finish the crankshaft by drilling the oil channel and machining cutouts for counterweight. Hard stuff to machine this 42CrMo4 steel that I have used for shafts and liners mostly.
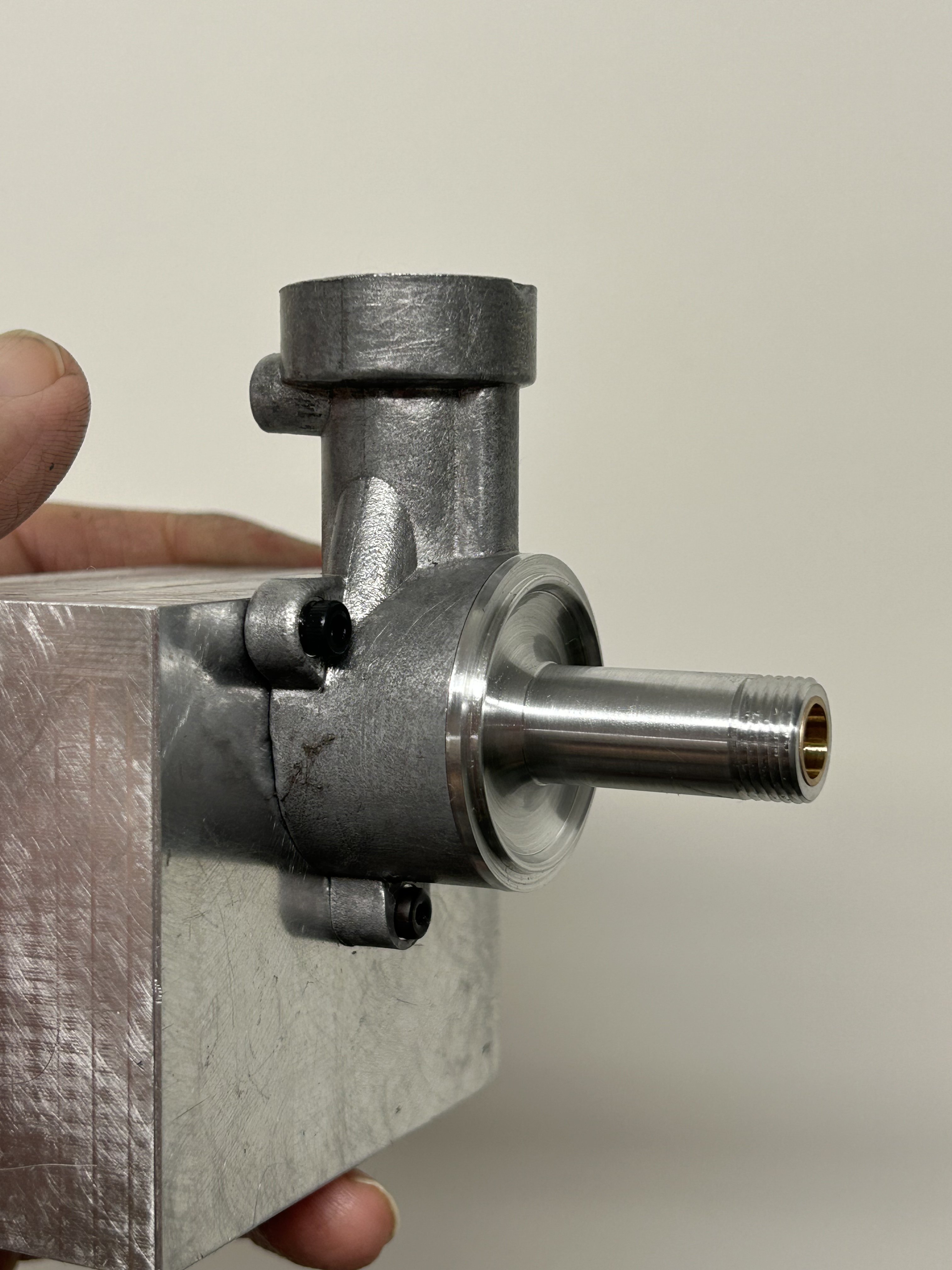
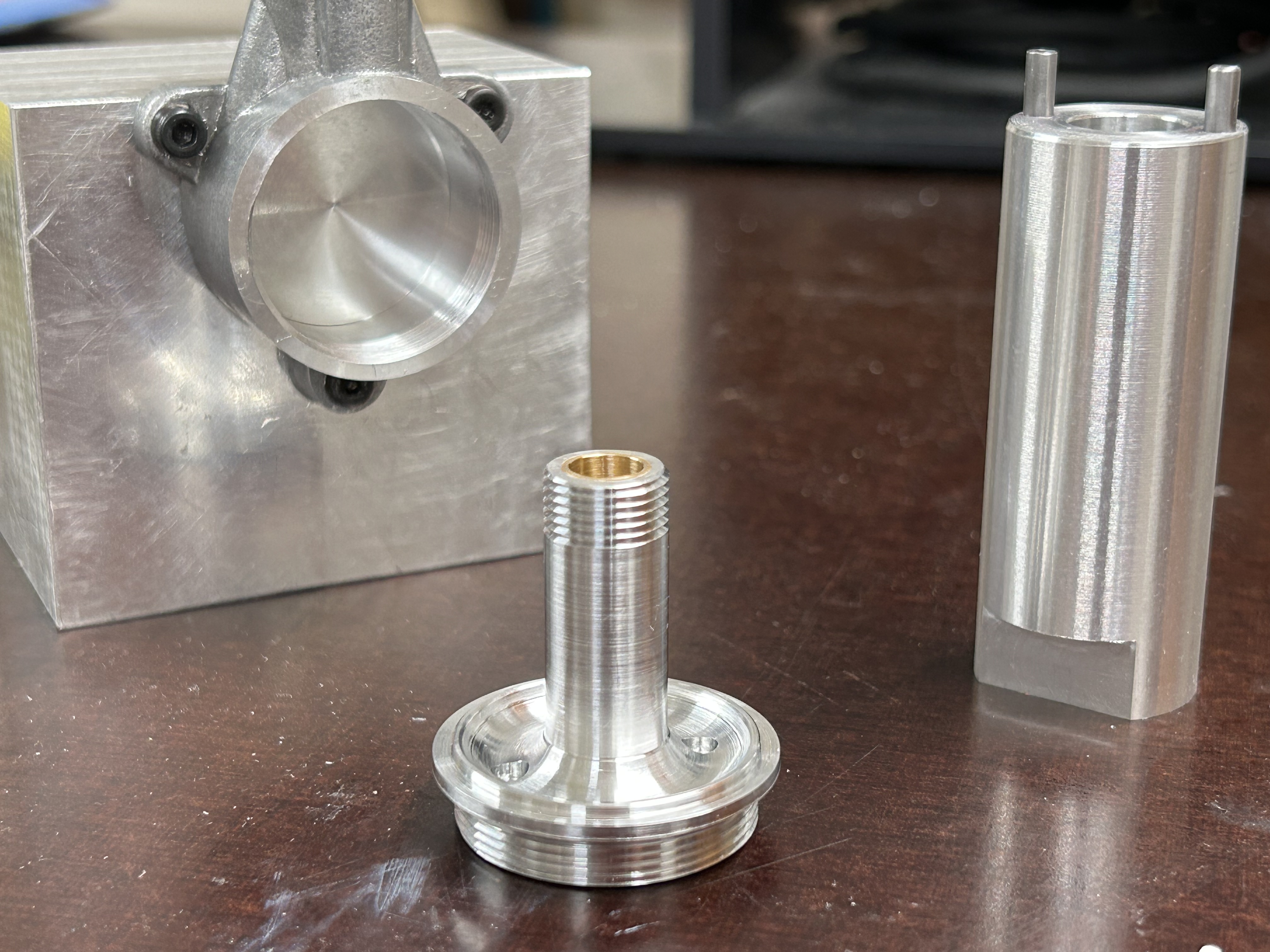
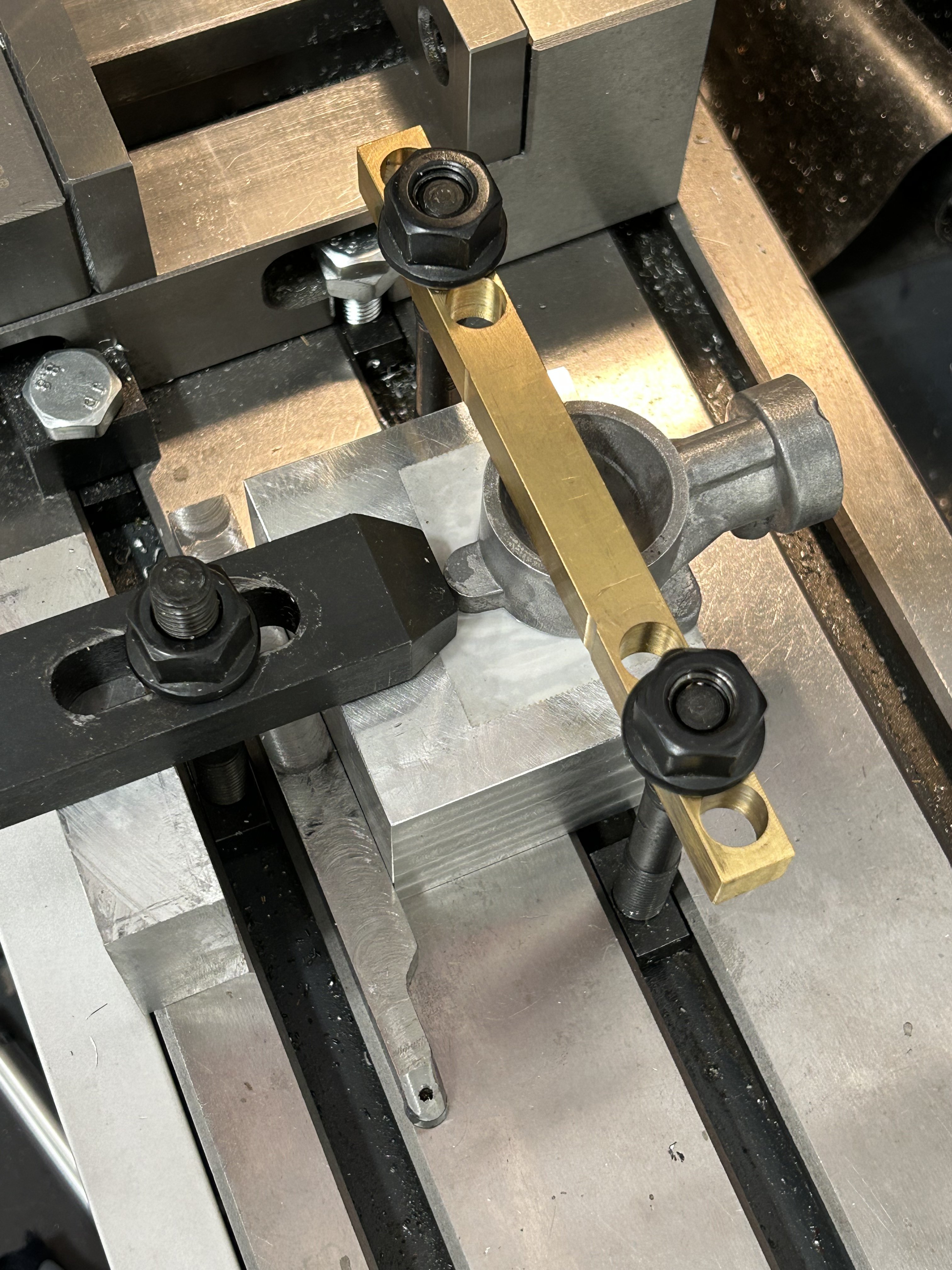
I did also machine the tank and that was a great success as my new friend John Shannon from across the pond (DJS Engines) helped me out and drew a quick work sheet for machining the tank. Johnny has experience making spinners and other stuff this way since 1960ies. He gave me the angles and depths to use and following those instructions the always hard part of figuring everything out turned to a fun part following instructions and machining bores and angles in a breeze. Learnt a couple of neat tricks on the way also! Big thanks to Johnny! Still need to blend out the shape but overall fits and rough shape are spot on.
Still need to blend out the shape but overall fits and rough shape are spot on.
Also spent some time perfecting the endplay and propdriver to case gap. I did machine the case bore quite tight as it has only 0.1mm of space behind the crank pin (could have left a little more room there in a hindsight) so the endplay had to be brought down pretty accurate.
I did also make the small holes to accept the special tool used to tighten the front bearing housing, the same tool can be used for the tank hold down plate tightening also.
I have found out that when making a one off for myself it is really worth to tinker with the details and try to make everything as good as possible. Atleast for me it is an enjoyable process.
I did also machine the tank and that was a great success as my new friend John Shannon from across the pond (DJS Engines) helped me out and drew a quick work sheet for machining the tank. Johnny has experience making spinners and other stuff this way since 1960ies. He gave me the angles and depths to use and following those instructions the always hard part of figuring everything out turned to a fun part following instructions and machining bores and angles in a breeze. Learnt a couple of neat tricks on the way also! Big thanks to Johnny!
Still need to blend out the shape but overall fits and rough shape are spot on.Also spent some time perfecting the endplay and propdriver to case gap. I did machine the case bore quite tight as it has only 0.1mm of space behind the crank pin (could have left a little more room there in a hindsight) so the endplay had to be brought down pretty accurate.
I did also make the small holes to accept the special tool used to tighten the front bearing housing, the same tool can be used for the tank hold down plate tightening also.
I have found out that when making a one off for myself it is really worth to tinker with the details and try to make everything as good as possible. Atleast for me it is an enjoyable process.
Attachments











- Joined
- Apr 24, 2023
- Messages
- 4
- Reaction score
- 5
Olli-Matti is doing a great job! I got interested in his project because it was a unique and stylish engine. At least to me. I have been experimenting with 3D laser printing model engine cases directly in aluminum. I have printed three so far. I have included some screen shots of this design
Enjoy, Johnny
Enjoy, Johnny
Attachments




Billitmotors
Well-Known Member
G'day Johnny
Would you be willing to share your STL file?
Rob.
Would you be willing to share your STL file?
Rob.
- Joined
- Apr 24, 2023
- Messages
- 4
- Reaction score
- 5
Hi Rob,G'day Johnny
Would you be willing to share your STL file?
Rob.
Yes, gladly! It is really quite a miracle. You send Shapways the STL file and 9 days the aluminum "casting" arrives in the mail. On this part the difficult part willbe deciding which surface to make the bottom. I was thinking of printing "upside down" I will need to review for sufficient machining stock on the machined surfaces.
Johnny
Thank you Johnny! The 3D model of the case looks great, I would definately like to have a copy of the files if possible aswell when you get that far with the design.
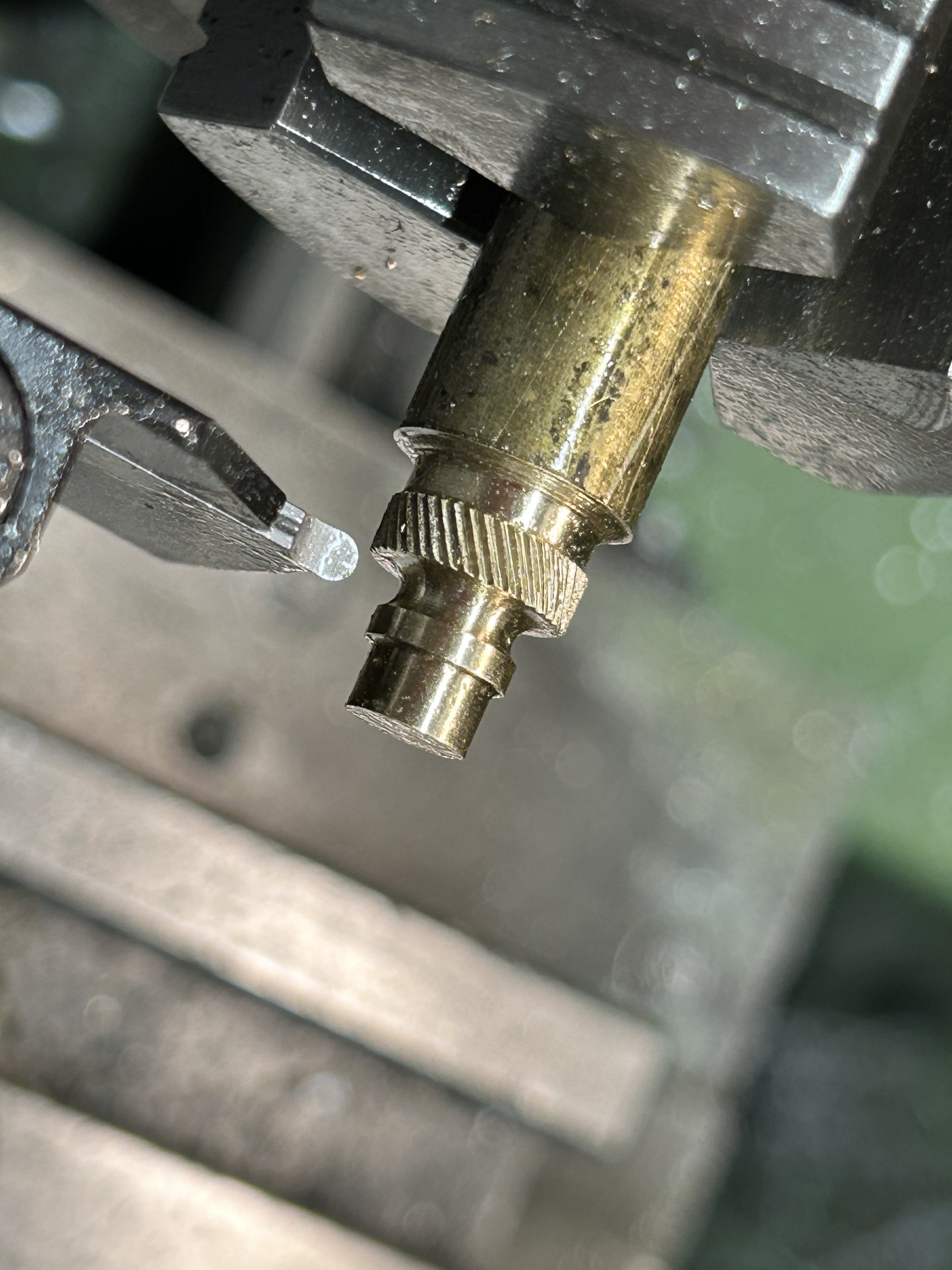
I have been assigned for some garden work lately and haven’t had that much time to work with the Antares but I have started the carburetor body and made the needle halfway ready yesterday.
I have been assigned for some garden work lately and haven’t had that much time to work with the Antares but I have started the carburetor body and made the needle halfway ready yesterday.
Attachments




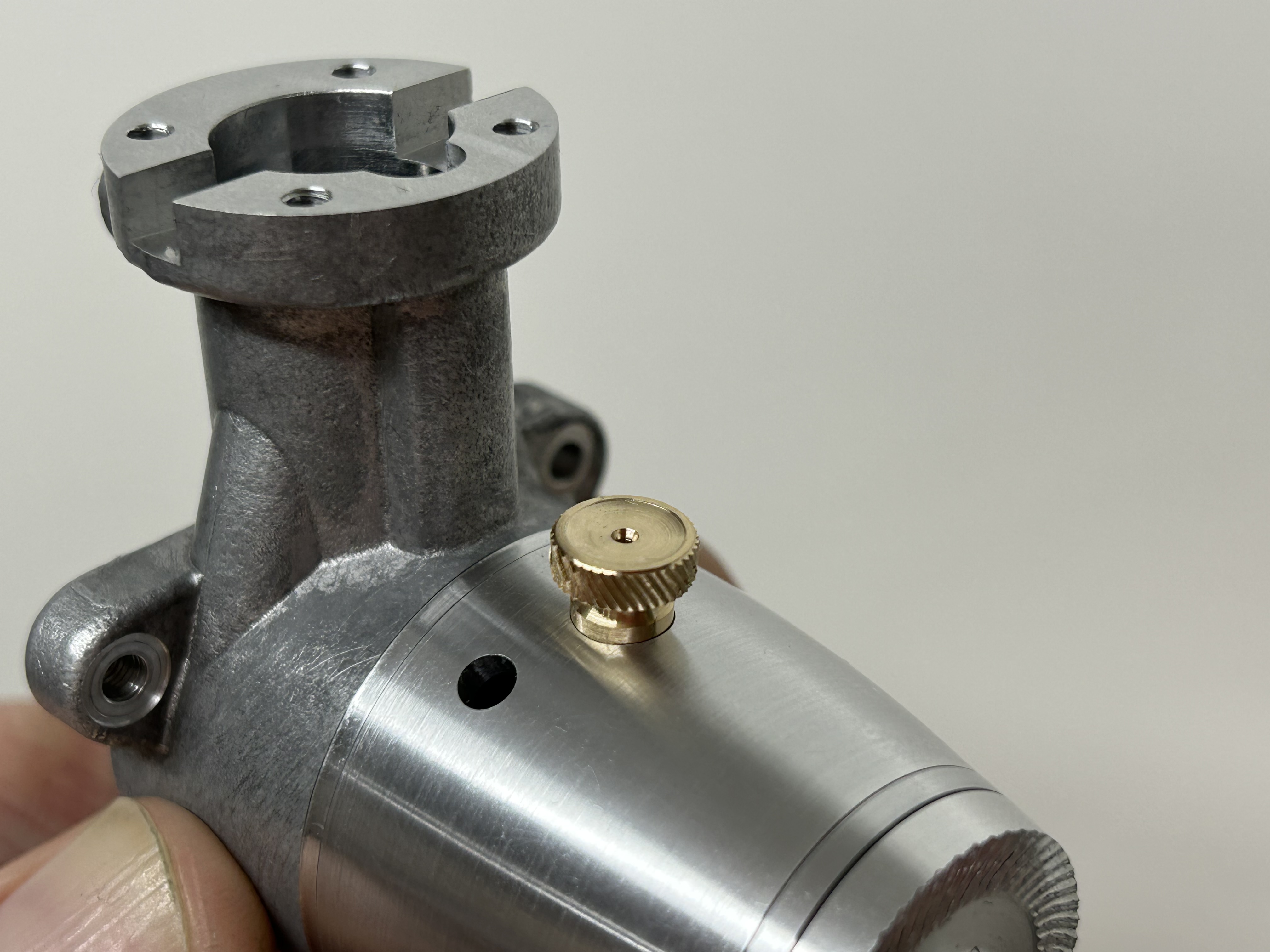
Milled the inlet port to the carb and installed the carburetor body to the case. Took quite a bit of fiddling again to get the needle working nicely but I think in the end it seems now fine. Produced my first scrap pieces of this build aswell as I needed a second needle and third needle seat last night.
Attachments










- Joined
- Apr 24, 2023
- Messages
- 4
- Reaction score
- 5
This is the .stl file with machining stock added. It printed on my cheap printer in PLA, but could not finish because I don't know how to tell the sllicer the .stl file is in mm. Please play with the file and tell me what you think. If you can print it in plastic I would like to see it.
Johnny
Johnny
Attachments
Adventures with the cylinder. A lot of work fitting it properly to the case. Also had lot of trouble with the cyl thread but managed to produce a satisfactory thread at the end. Had to chase the thread twice and reposition the cylinder in the chuck etc  Not the best accomplishement but it should hold the cooling jacket in place.
Not the best accomplishement but it should hold the cooling jacket in place. 
Not the best accomplishement but it should hold the cooling jacket in place. Attachments






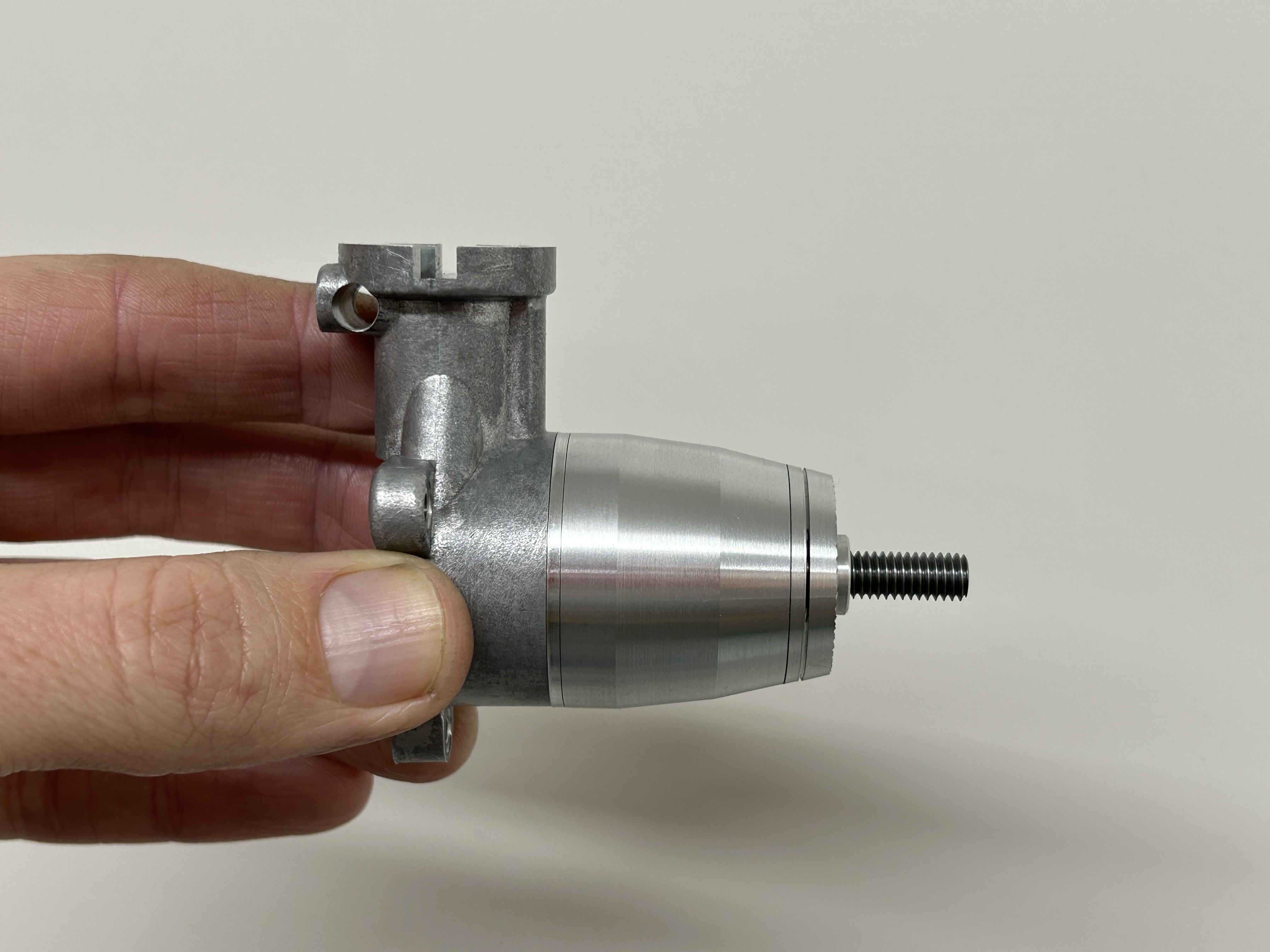
The cooling jacket is done. Had to use some artistic freedom as I still dont have ability nor skill to grind tools and had only 1.5mm wide parting/grooving tool and the plan calls for 1.25mm. So I adjusted the width of the fins accordingly and calculated the needed angles. First straight grooves and then at an angle worh compound slide.
Also lapped the cylinder and this time worked with my new old bore comparator. Worked nicely and I have now more taper than usually I think, going to be interesting to see how it works later. I did also make a flexi-lap for the first time and tried to open up the BDC part of the bore worh that. Learning new all the time.
Also lapped the cylinder and this time worked with my new old bore comparator. Worked nicely and I have now more taper than usually I think, going to be interesting to see how it works later. I did also make a flexi-lap for the first time and tried to open up the BDC part of the bore worh that. Learning new all the time.





