Well, I've finally started cutting metal for my Kerzel that I started planning 6 years ago!
I got most of the way through 3D modeling and converting to metric, but then life got in the way; a new job (been there 5 years now and have somehow survived two rounds of redundancies :shrug") and as of three years ago, a new family
and as of three years ago, a new family
Now that the young'n can actually entertain himself for a while and doesn't need constant attention, and also because I'm tired of armchair modeling, I've been trying every day to get some time in the workshop no matter how short.
So, here is my attempt at a build log. As far as taking photo's goes, well it's something I'm going to have to get used to. I have a few here, but will try for more as I go along.
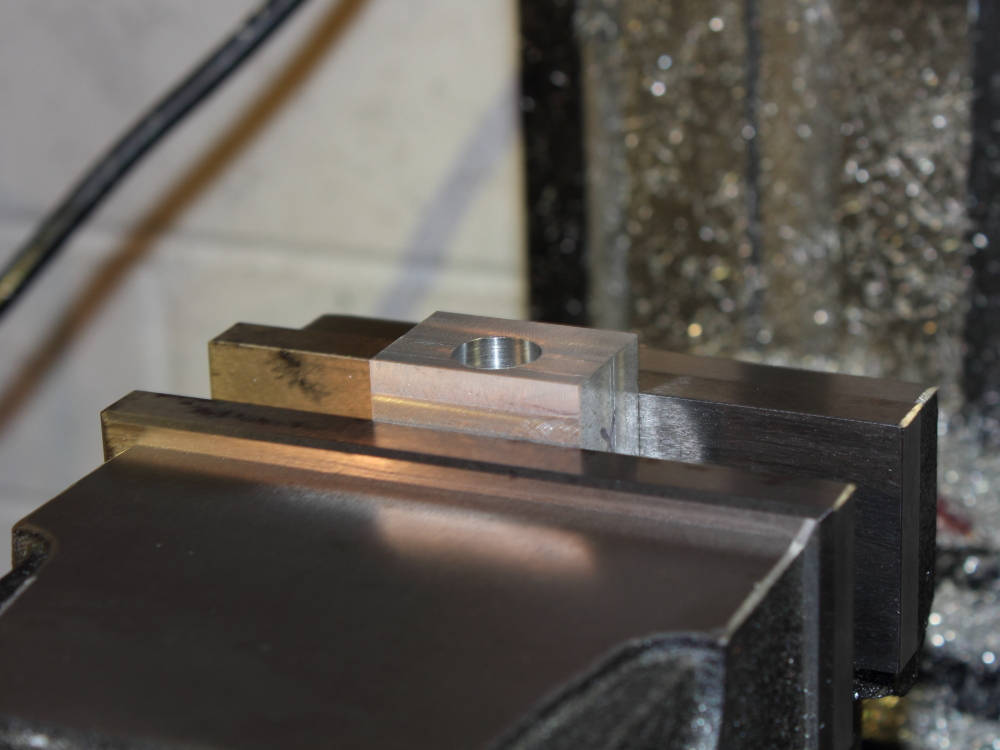
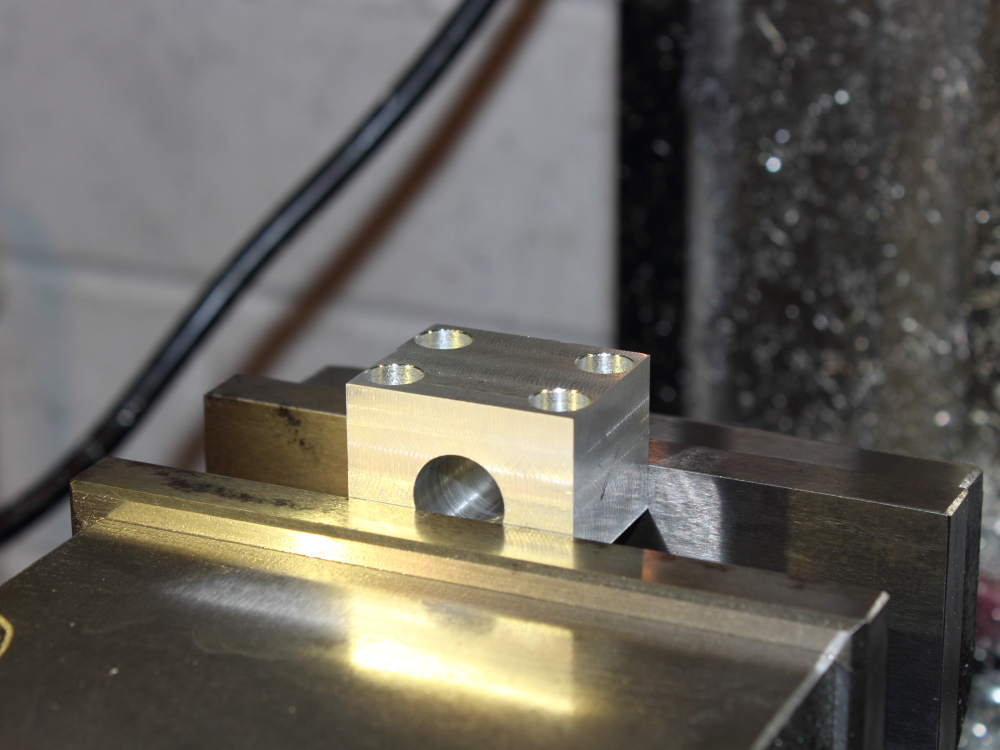
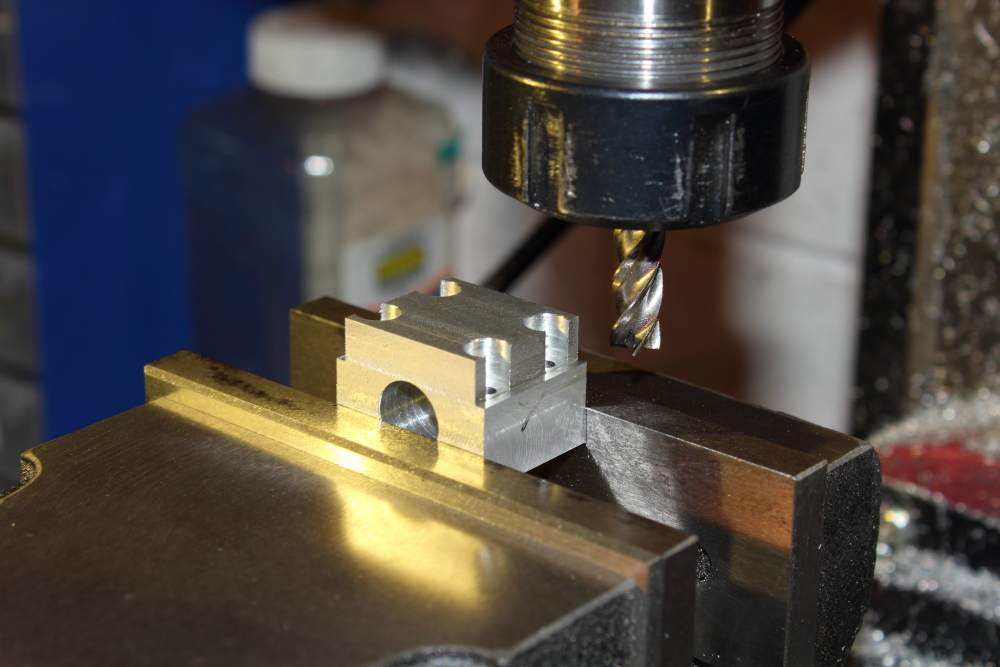
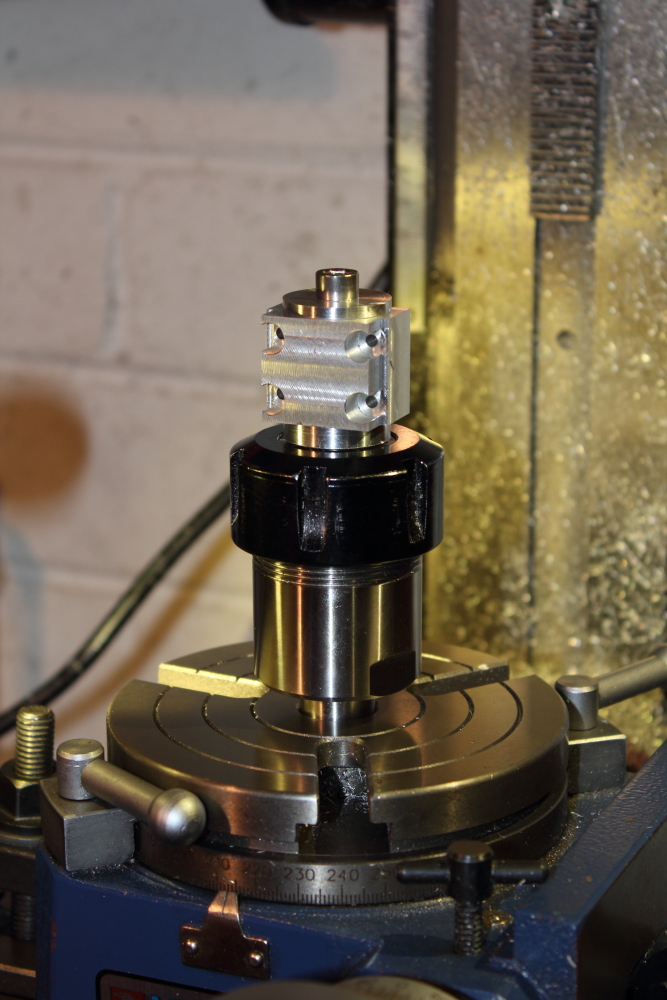
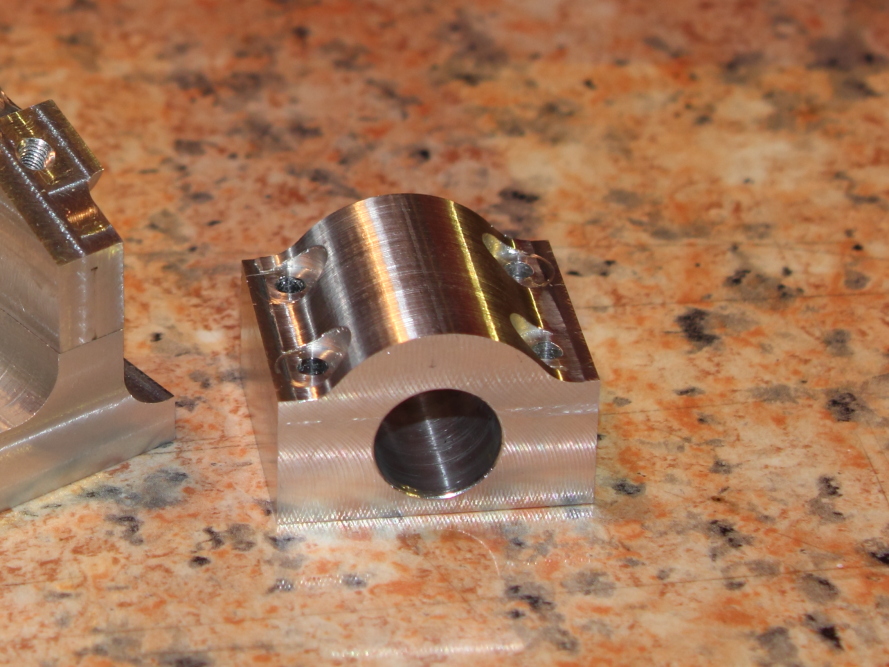
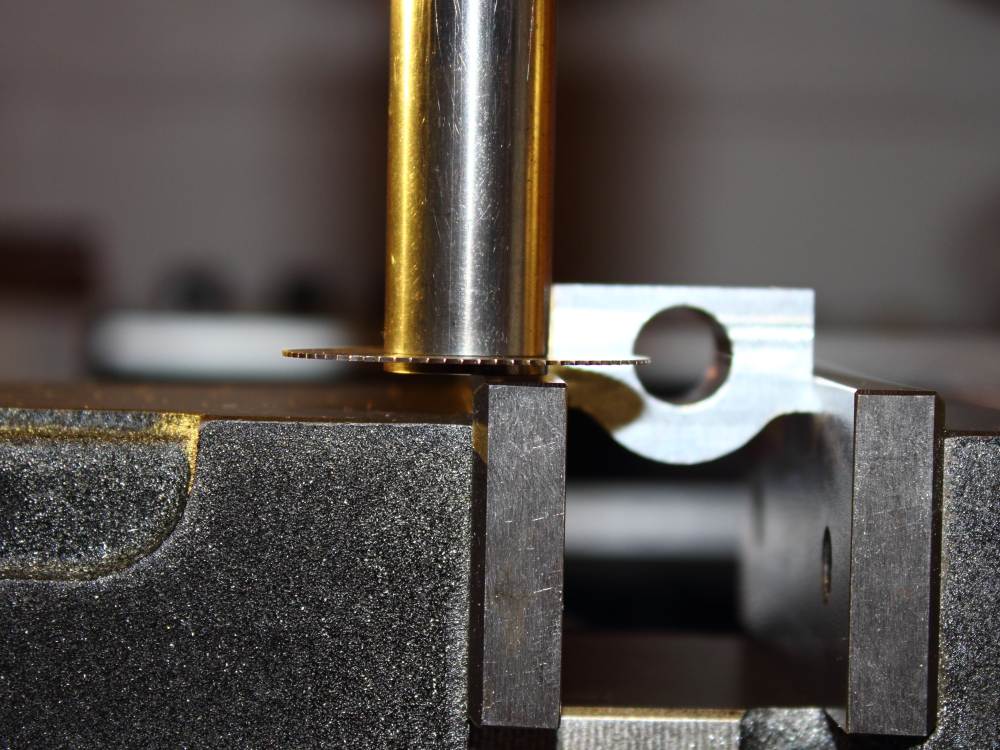
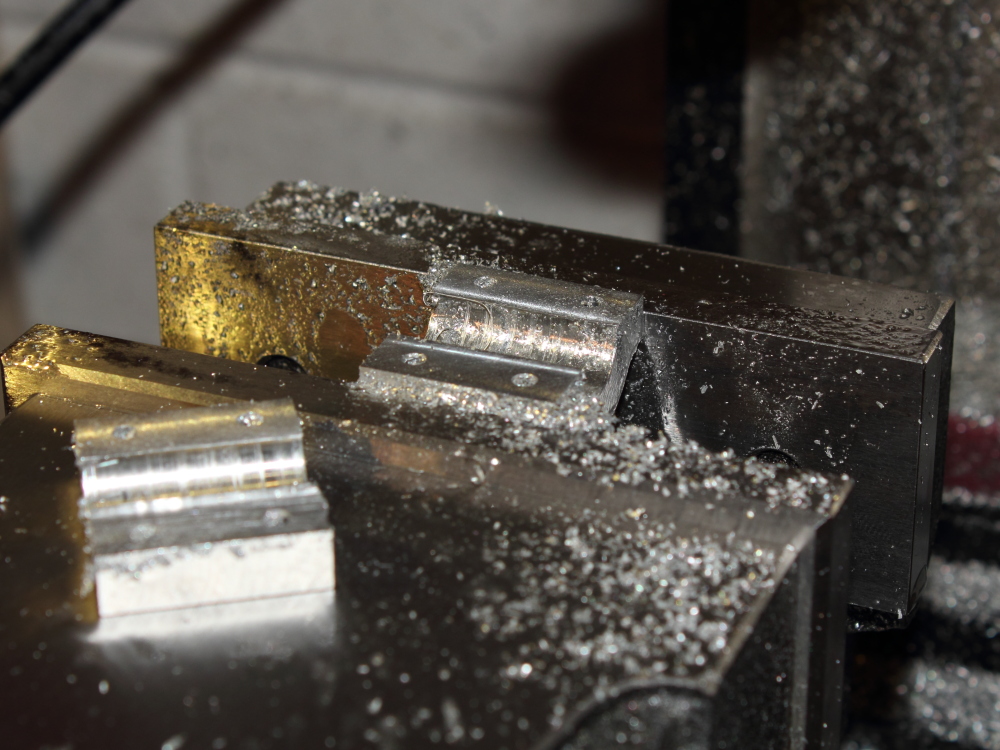
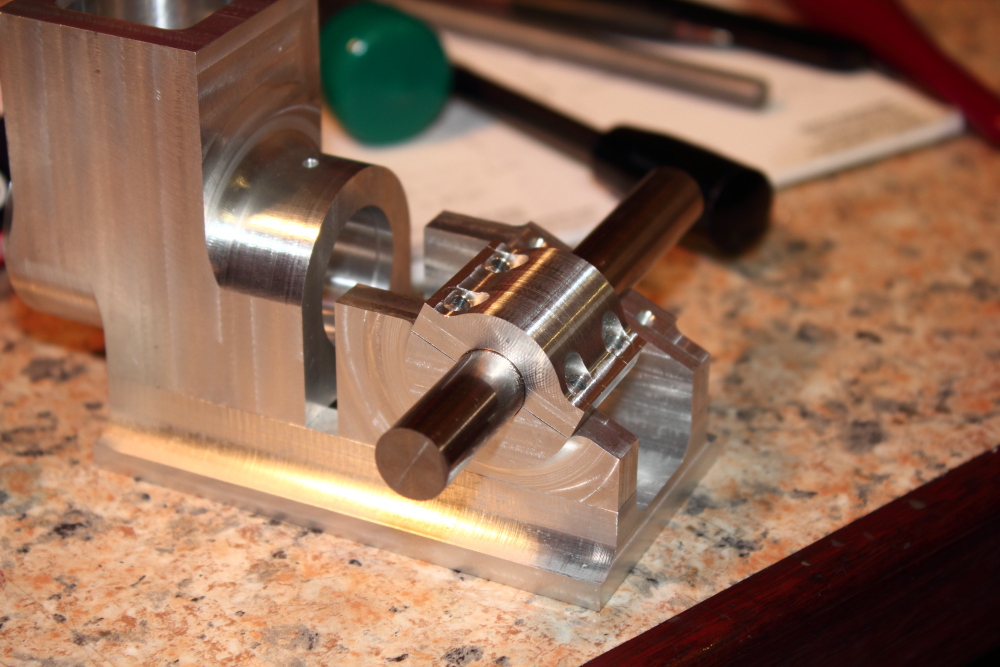
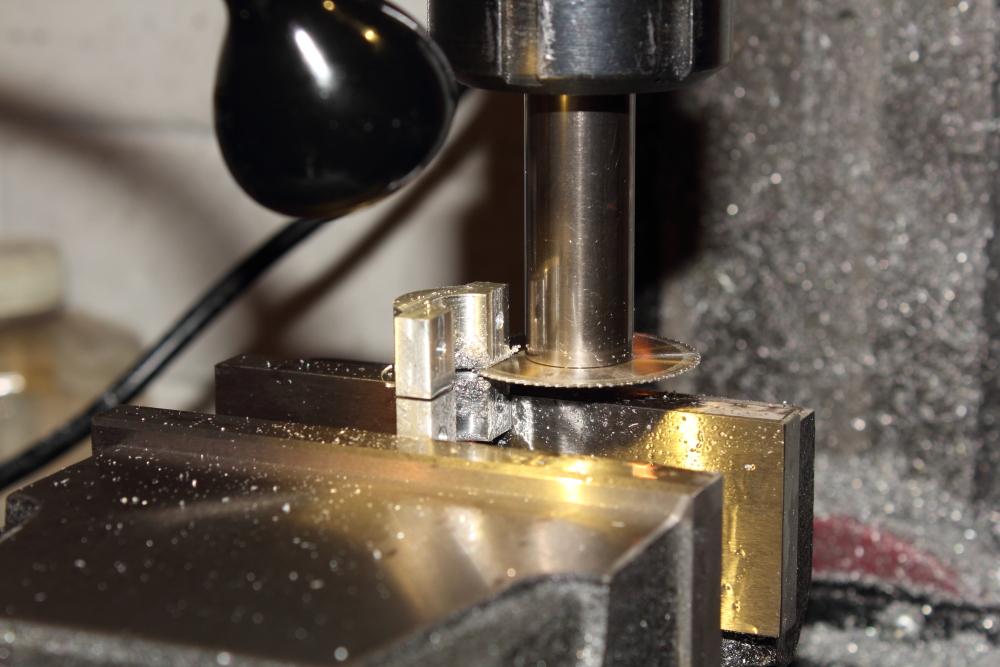
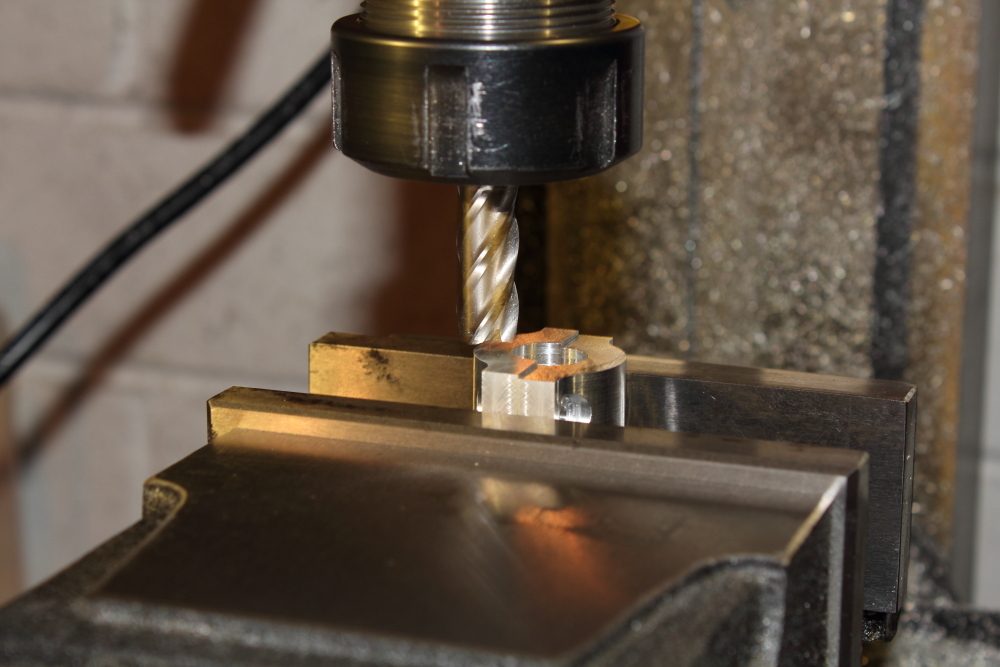
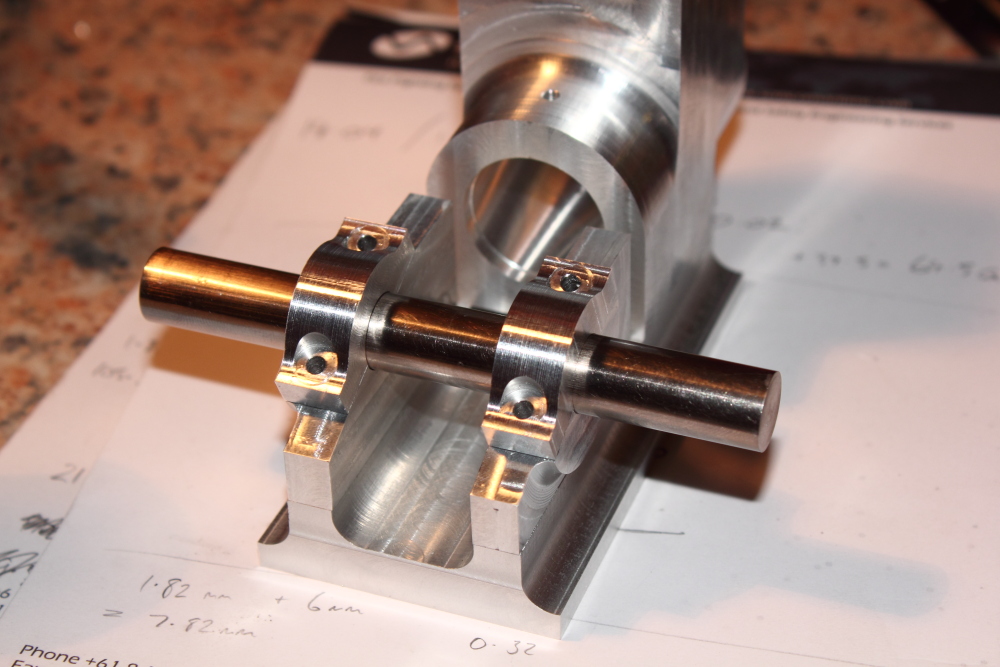
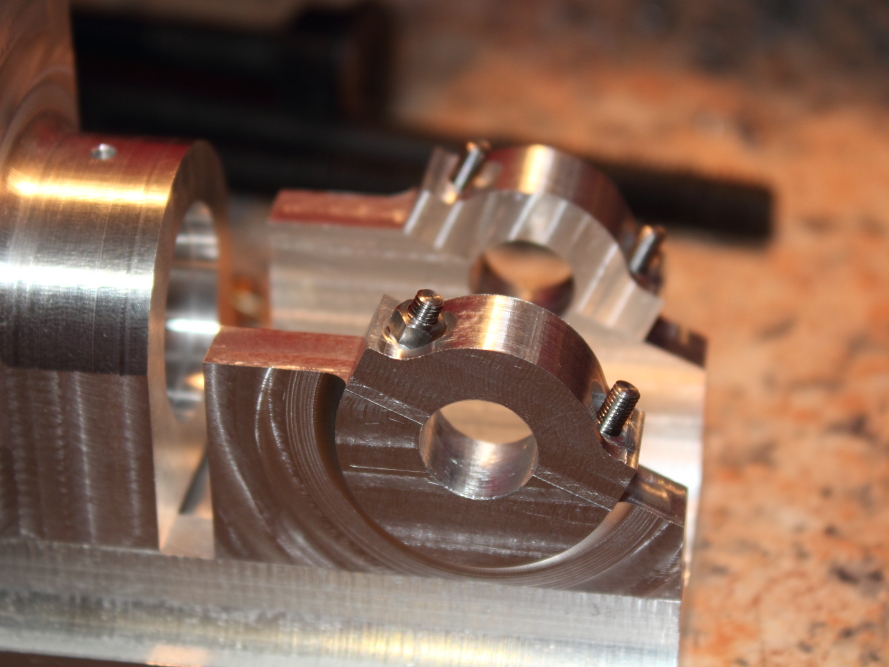
The last couple of weeks have got me this far, the base and body are done, save for a few small details that still need to be converted to metric (cam slide bearing and push rod bearing)


I got most of the way through 3D modeling and converting to metric, but then life got in the way; a new job (been there 5 years now and have somehow survived two rounds of redundancies :shrug
and as of three years ago, a new family Now that the young'n can actually entertain himself for a while and doesn't need constant attention, and also because I'm tired of armchair modeling, I've been trying every day to get some time in the workshop no matter how short.
So, here is my attempt at a build log. As far as taking photo's goes, well it's something I'm going to have to get used to. I have a few here, but will try for more as I go along.
The last couple of weeks have got me this far, the base and body are done, save for a few small details that still need to be converted to metric (cam slide bearing and push rod bearing)