




This little bit of tooling is a follow on from my 5C to morse taper adapter, which was to allow me to machine blank arbors on my mill so that I could use them in the tailstock of my lathe, only this time it will allow me to make my own tooling for the mill, which uses an R8 fitting, not an easy shape to hold for machining.
Unlike the MT one I made, where I just wacked a reamer up the spout to get what I wanted, this time it all has to be done with technique.
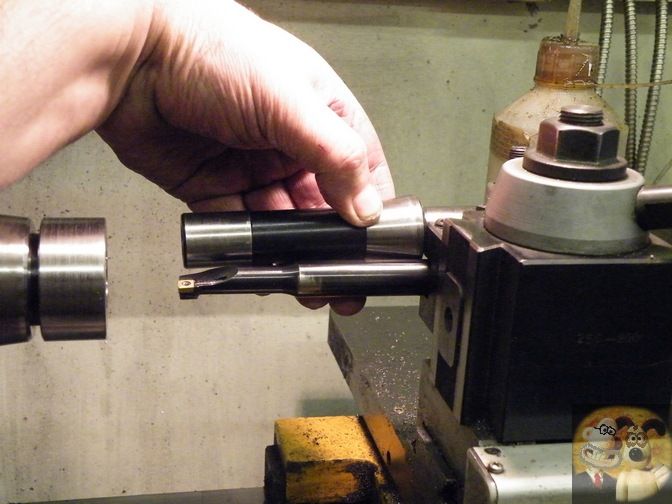
The first thing was to set my boring bar to the depth, plus a little, of the R8 blank.
I have measured up the internal diameter of the 5c blank end arbor, and I will still have plenty of meat left on the arbor once it is bored to the size required (0.950") of the R8 fitting
What you have to realise, the blank 5c arbor is in fact made of some sort of higher carbon steel, so that they can harden the shank, and leave the main top end unhardened. So this is not an easy exercise, I am boring thru the softer end, and then taking out some of the hollow hardened shank. It is for this reason you can never really get a superb finish on the blank end bits, no matter what type, even though softer, the blank ends are still some sort of tool steel, that really is designed to be ground rather than turned.
Anyway, the job was achieved with no major problems, except the surface finish down inside of the hardened bore was a tad rough, and was still a little tight for getting the R8 arbor all the way in.
I would definitely NOT try to use a HSS boring bar, the hard stuff down the bore would flatten it off in no time.

So out came my bore hone, with just the two stones for smaller bores. I fitted a hand vice on the end of the flexi shaft so that with the lathe running at about 500 RPM, I could feed the hone right up and down inside where I had bored.

After about 15 minutes, the bore was a lot smoother, and both the R8 arbors that I tried slid in nice and smooth, with no slop.
It was now time to cut the taper for the arbor to sit in.
I offset the topslide to somewhere close to the taper required and cut away about half of the required depth.
This was then lightly smeared with engineers blue NOT marking out blue.

The R8 arbor was then pushed into the taper and gently rotated. This transfers the blue onto the arbor that is touching the taper. I also marked up with a felt tip how far in the taper had penetrated.
As shown in this pic, only the bottom part of the taper was in contact, showing that the taper sides were too steep.
For me this is bad news, I always try to start with the taper shallower than required, then not so much material needs to be removed to reach the full surface covering required. When cutting tapers, it is very easy to take too much off, that is why I like to sneak up on it from a shallower taper.
After removing about 1/4 of a degree on the topslide setting, I reached the place where I wanted to start out from, a shallower taper, shown by the blue being at the top rather than the bottom.
After slightly slackening the topslide, and gently tapping it with a plastic handle of a screwdriver, after two attempts, I managed to get the full covering I wanted, even though very faint, and there was more than enough meat left in the hole to take it out to full size.
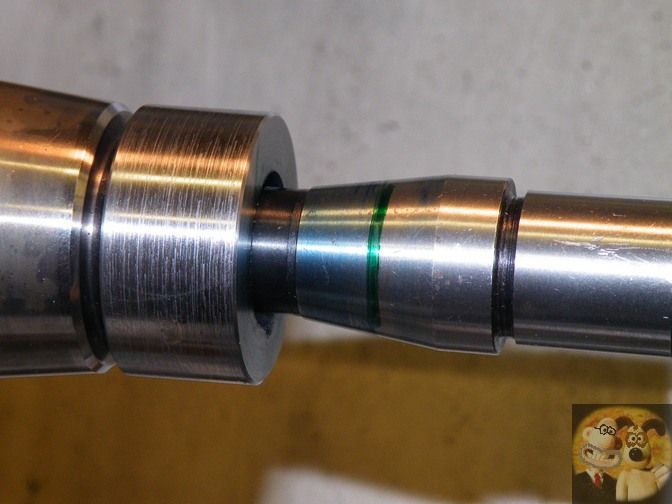
Because I now had the angle spot on, I could just cut down the taper until the arbor sat at the correct depth.
This pic now shows that the angle is still spot on, although slightly patchy down the taper. That is caused by surface finish, and was soon put right by some very fine and slow cutting at high spindle speed.

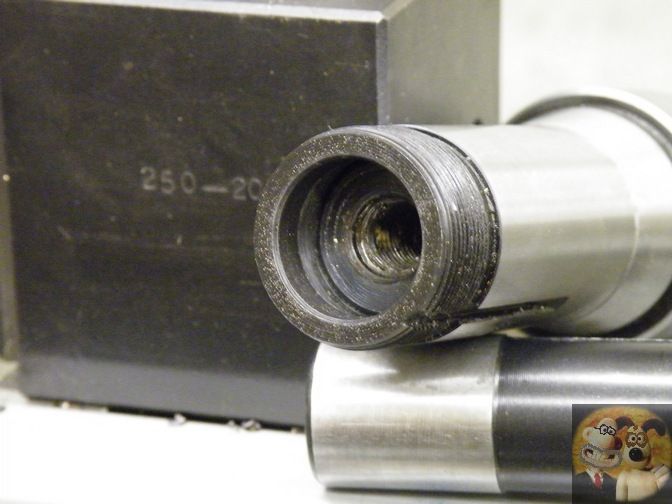
This is a shot of the back end of the 5c adapter, showing that the bore depth was good with an R8 arbor inserted.
Except for making the draw bolt and washer, as I did with the 5c to MT3 adapter, the job is completed.

All I need to do now is think up what I want to make to fit my mill. I'm sure that I will soon come up with lots.
So that's it for my interchangeable tooling.
I hope it has given a few of you the insight into how easy it can be done, and how helpful little bits of tooling like this can help.
John
Unlike the MT one I made, where I just wacked a reamer up the spout to get what I wanted, this time it all has to be done with technique.
The first thing was to set my boring bar to the depth, plus a little, of the R8 blank.
I have measured up the internal diameter of the 5c blank end arbor, and I will still have plenty of meat left on the arbor once it is bored to the size required (0.950") of the R8 fitting
What you have to realise, the blank 5c arbor is in fact made of some sort of higher carbon steel, so that they can harden the shank, and leave the main top end unhardened. So this is not an easy exercise, I am boring thru the softer end, and then taking out some of the hollow hardened shank. It is for this reason you can never really get a superb finish on the blank end bits, no matter what type, even though softer, the blank ends are still some sort of tool steel, that really is designed to be ground rather than turned.
Anyway, the job was achieved with no major problems, except the surface finish down inside of the hardened bore was a tad rough, and was still a little tight for getting the R8 arbor all the way in.
I would definitely NOT try to use a HSS boring bar, the hard stuff down the bore would flatten it off in no time.
So out came my bore hone, with just the two stones for smaller bores. I fitted a hand vice on the end of the flexi shaft so that with the lathe running at about 500 RPM, I could feed the hone right up and down inside where I had bored.
After about 15 minutes, the bore was a lot smoother, and both the R8 arbors that I tried slid in nice and smooth, with no slop.
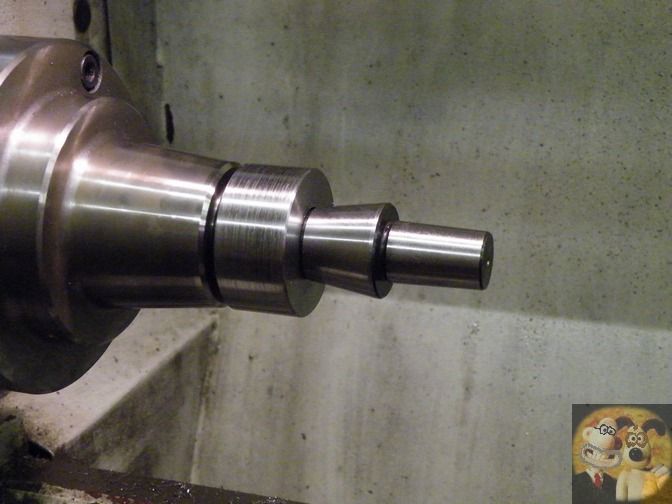
It was now time to cut the taper for the arbor to sit in.
I offset the topslide to somewhere close to the taper required and cut away about half of the required depth.
This was then lightly smeared with engineers blue NOT marking out blue.
The R8 arbor was then pushed into the taper and gently rotated. This transfers the blue onto the arbor that is touching the taper. I also marked up with a felt tip how far in the taper had penetrated.
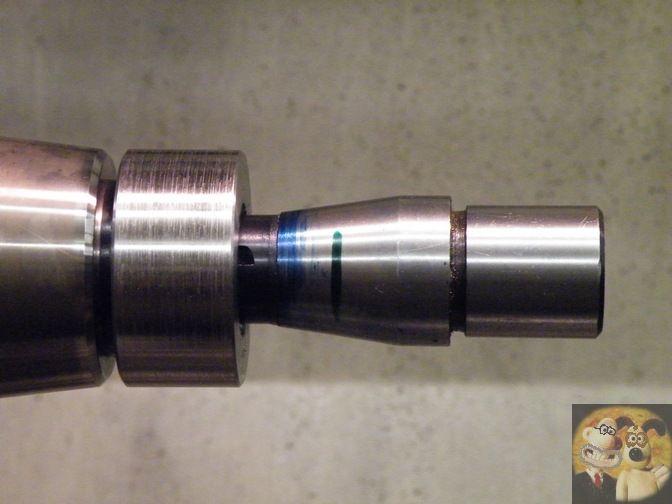
As shown in this pic, only the bottom part of the taper was in contact, showing that the taper sides were too steep.
For me this is bad news, I always try to start with the taper shallower than required, then not so much material needs to be removed to reach the full surface covering required. When cutting tapers, it is very easy to take too much off, that is why I like to sneak up on it from a shallower taper.
After removing about 1/4 of a degree on the topslide setting, I reached the place where I wanted to start out from, a shallower taper, shown by the blue being at the top rather than the bottom.
After slightly slackening the topslide, and gently tapping it with a plastic handle of a screwdriver, after two attempts, I managed to get the full covering I wanted, even though very faint, and there was more than enough meat left in the hole to take it out to full size.
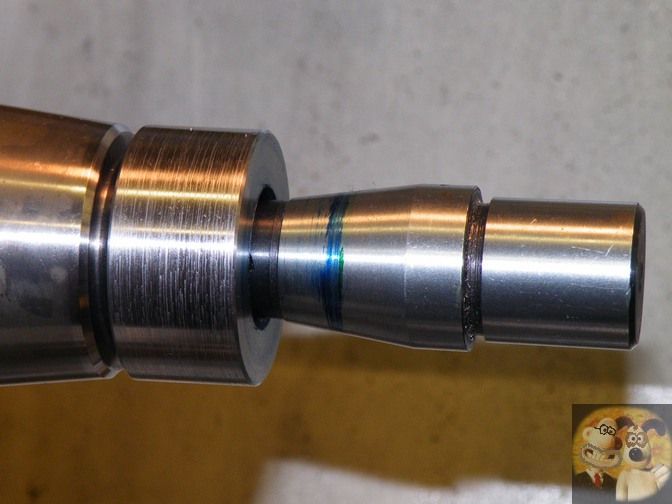
Because I now had the angle spot on, I could just cut down the taper until the arbor sat at the correct depth.
This pic now shows that the angle is still spot on, although slightly patchy down the taper. That is caused by surface finish, and was soon put right by some very fine and slow cutting at high spindle speed.
This is a shot of the back end of the 5c adapter, showing that the bore depth was good with an R8 arbor inserted.
Except for making the draw bolt and washer, as I did with the 5c to MT3 adapter, the job is completed.
All I need to do now is think up what I want to make to fit my mill. I'm sure that I will soon come up with lots.
So that's it for my interchangeable tooling.
I hope it has given a few of you the insight into how easy it can be done, and how helpful little bits of tooling like this can help.
John





































































")
