Thankyou Steve, I appreciate you following along.
I hope I don't make these posts to boring, with a lot of pictures and simple routine explanations, I'm just trying to make the most out of my WIP threads.
---------------------------------------------------------------
Hello,
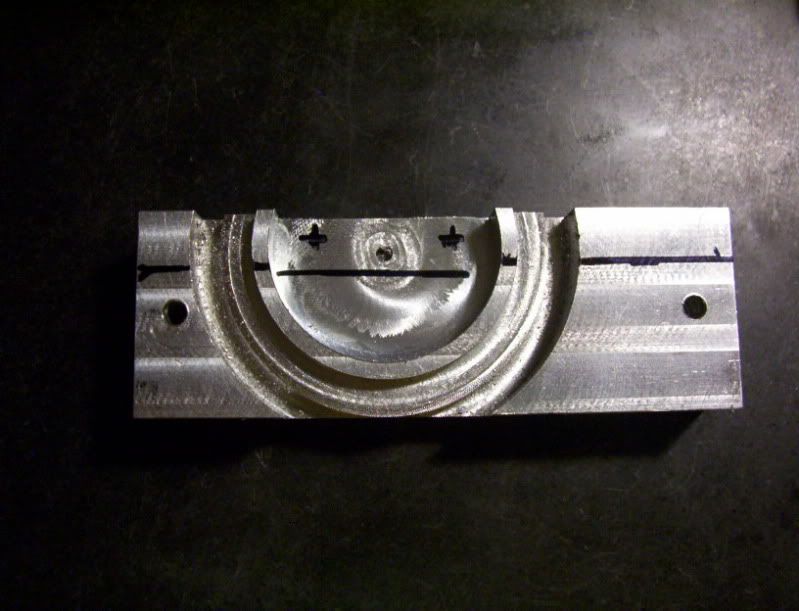
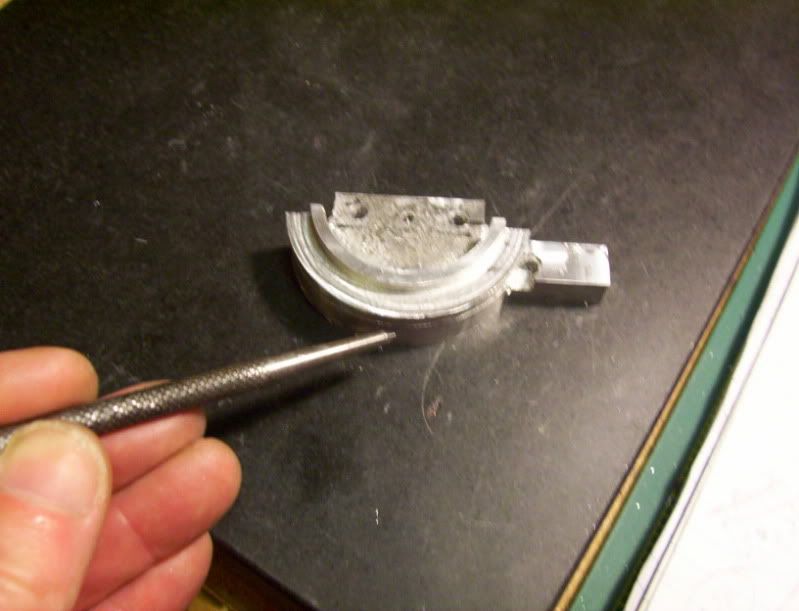
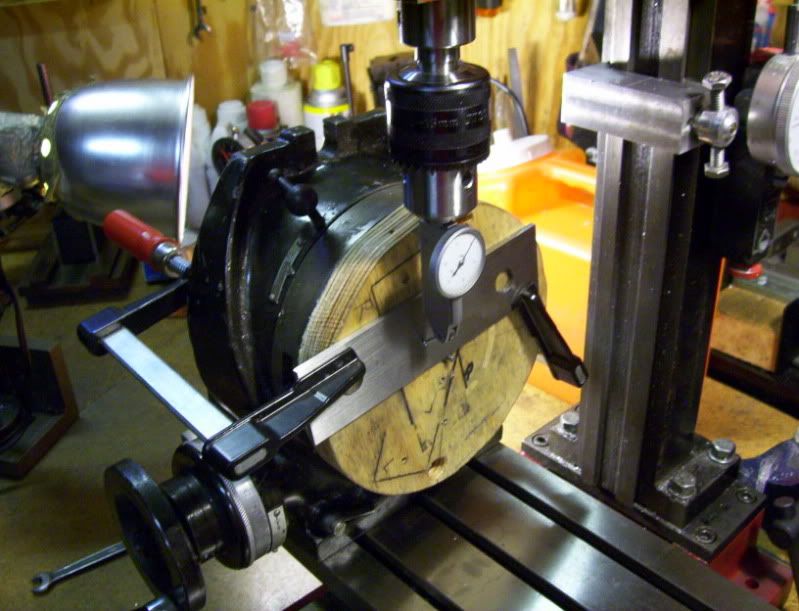
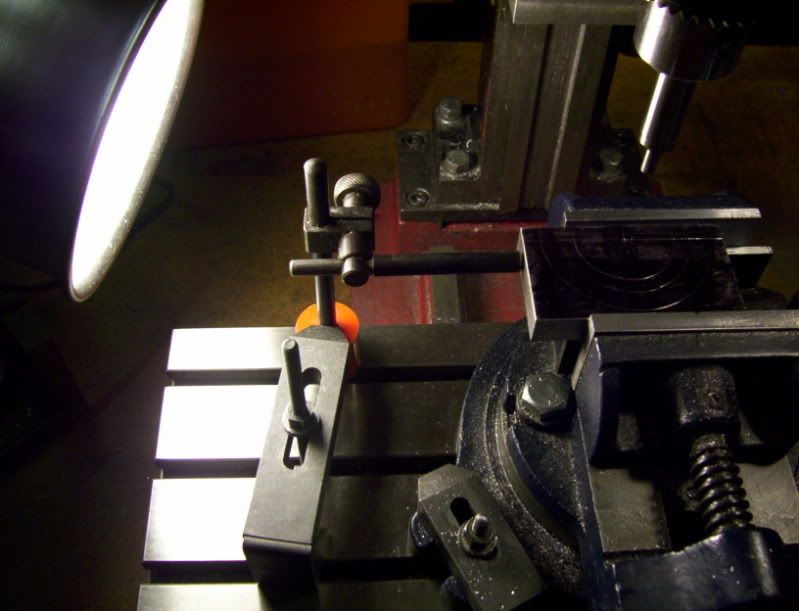
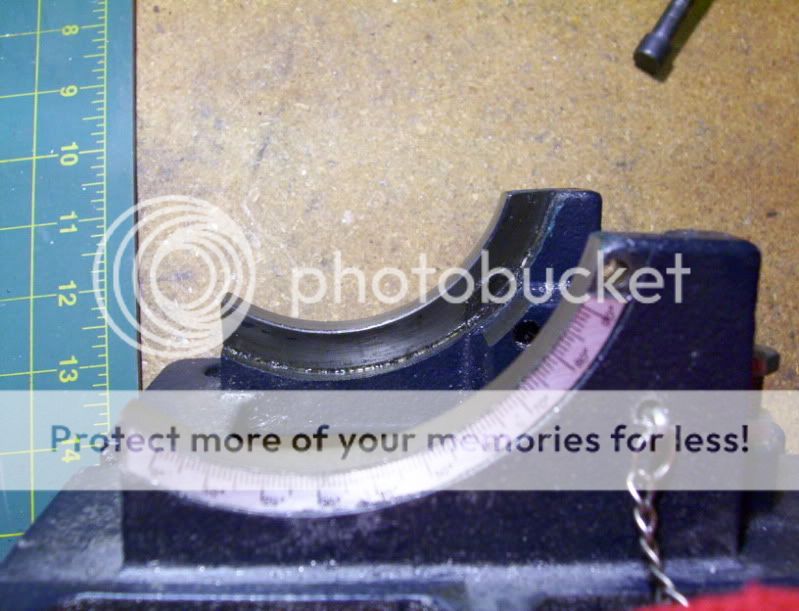
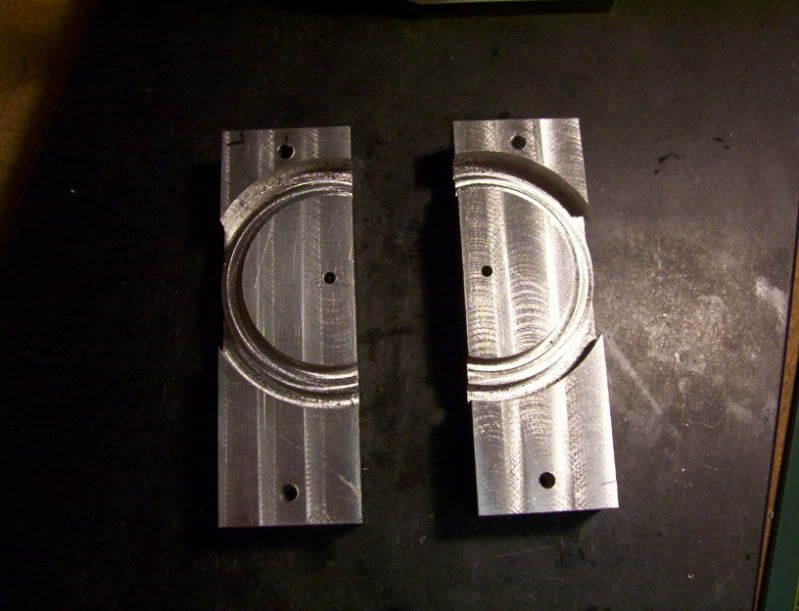
This line marked out here
Represents this area here,
and this small indentation here on the original subject,
will need to be machined in this area on the prototype build in this area
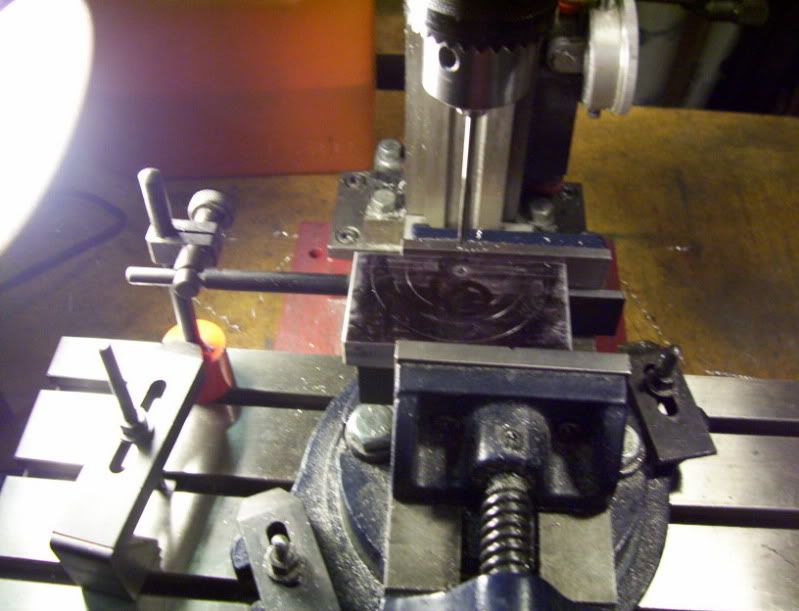
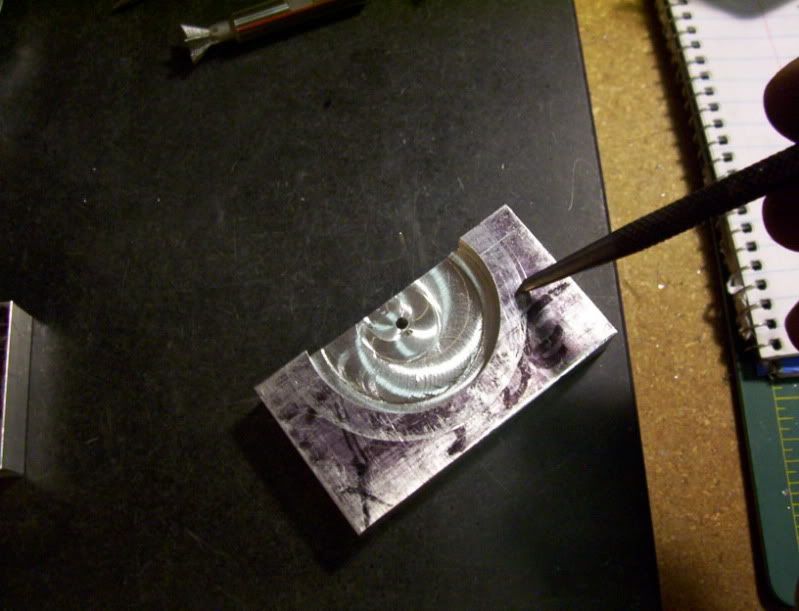
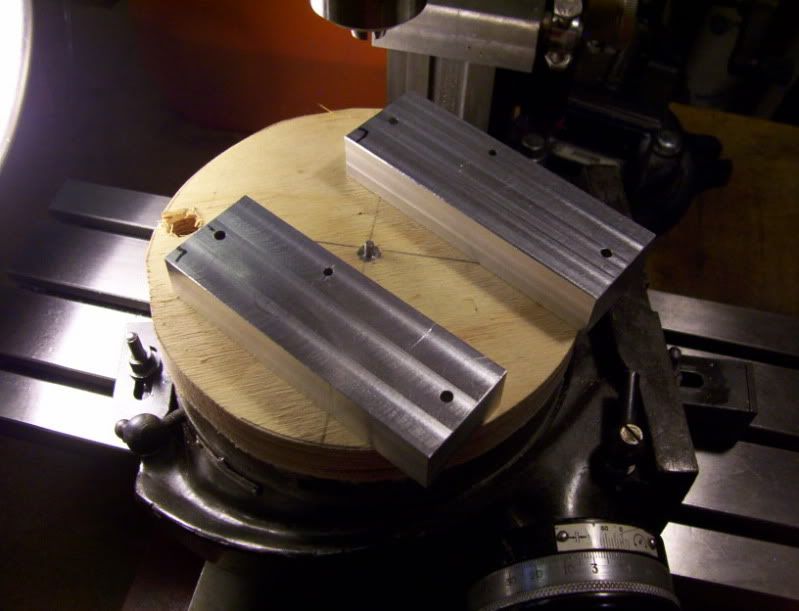
The best way to do this to keep everything consistent is to use double stick tape and after aligning both workpieces tape them together for further machining operations.
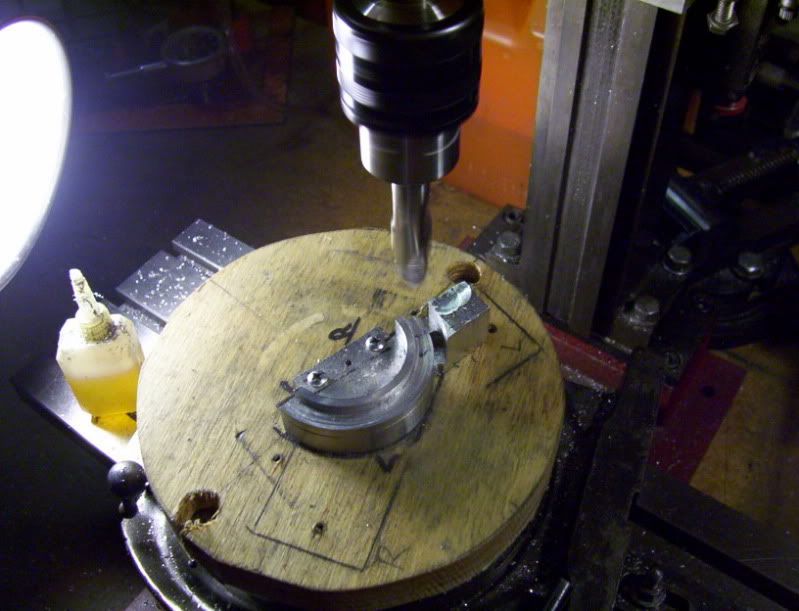
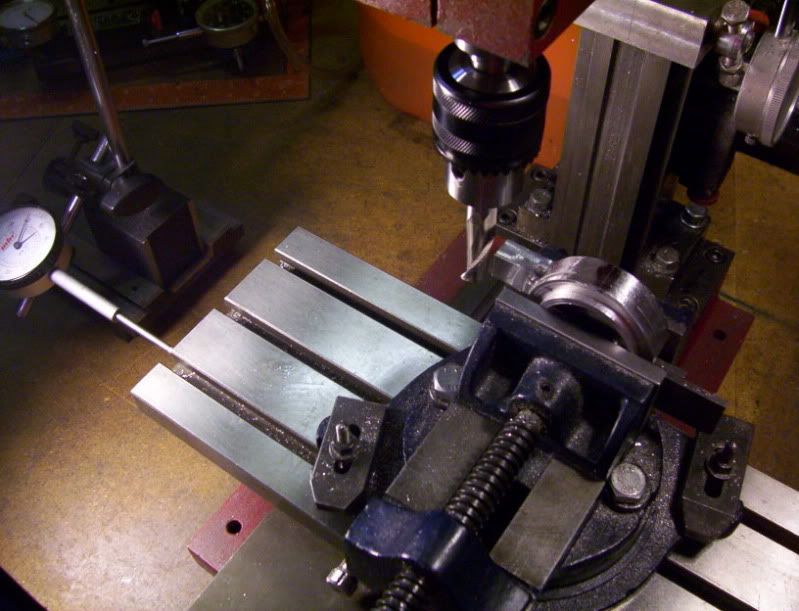
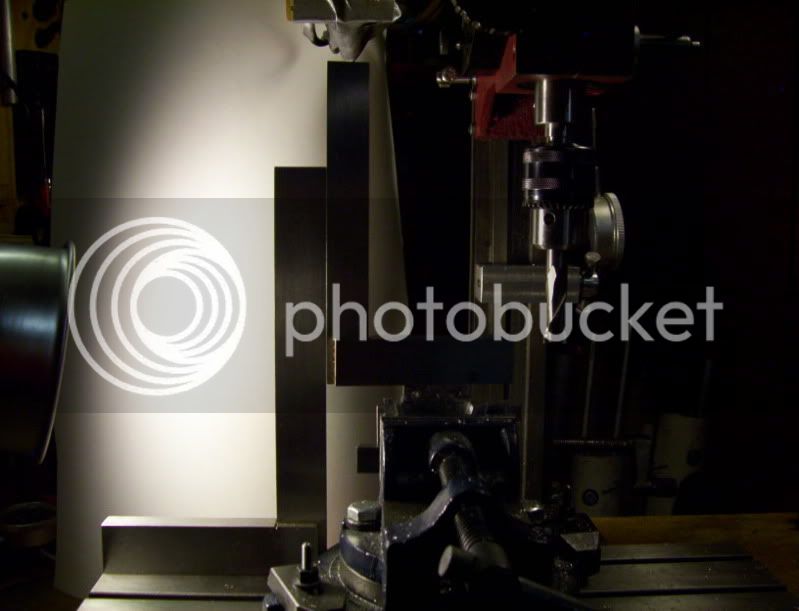
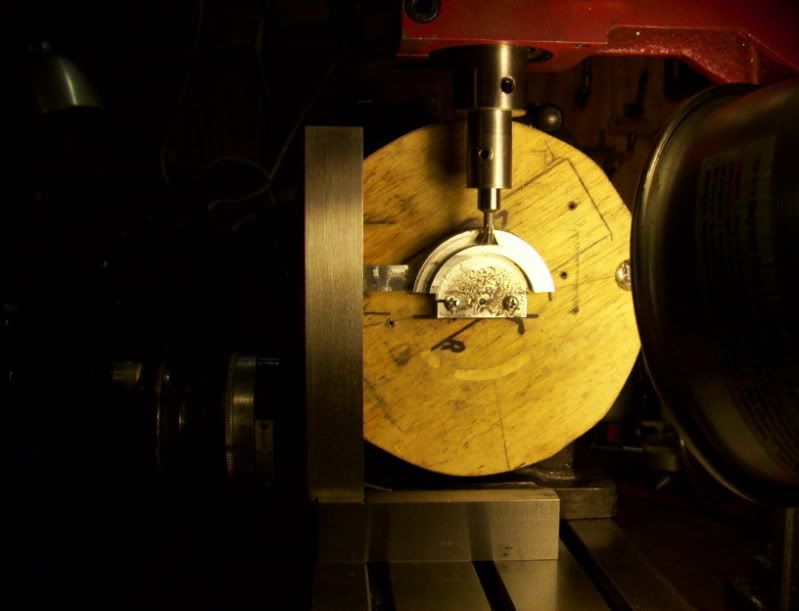
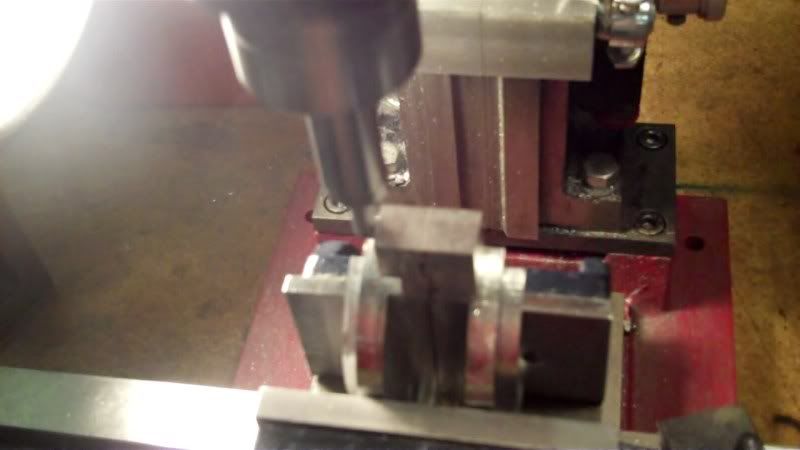
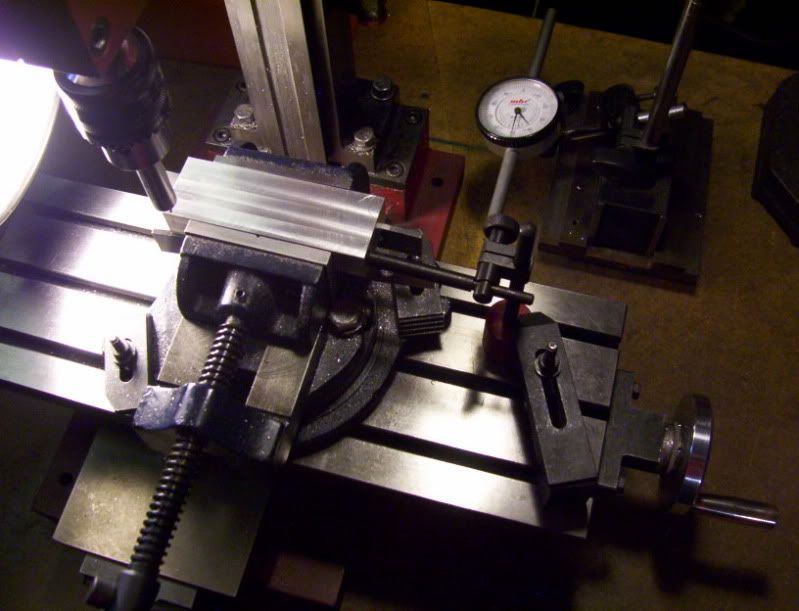
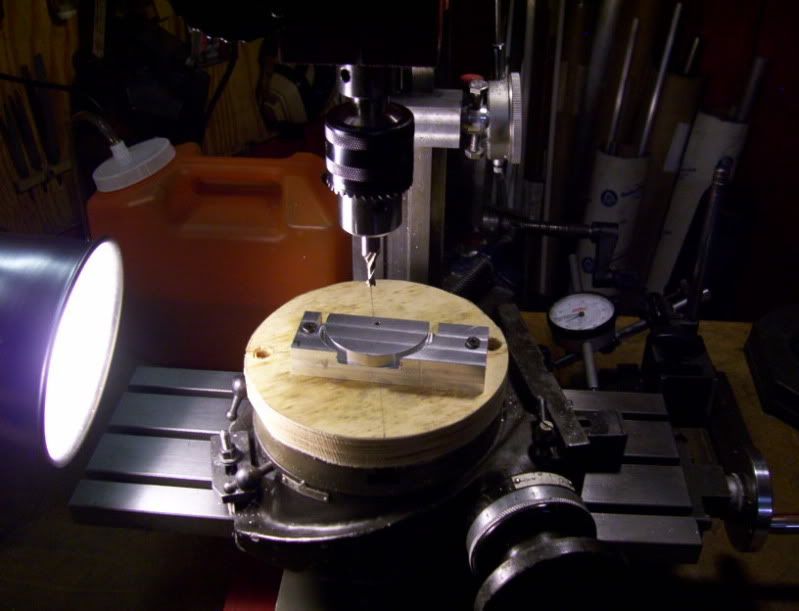
Now to use the old 2 square method to align the flat of the workpieces parrallel to the table
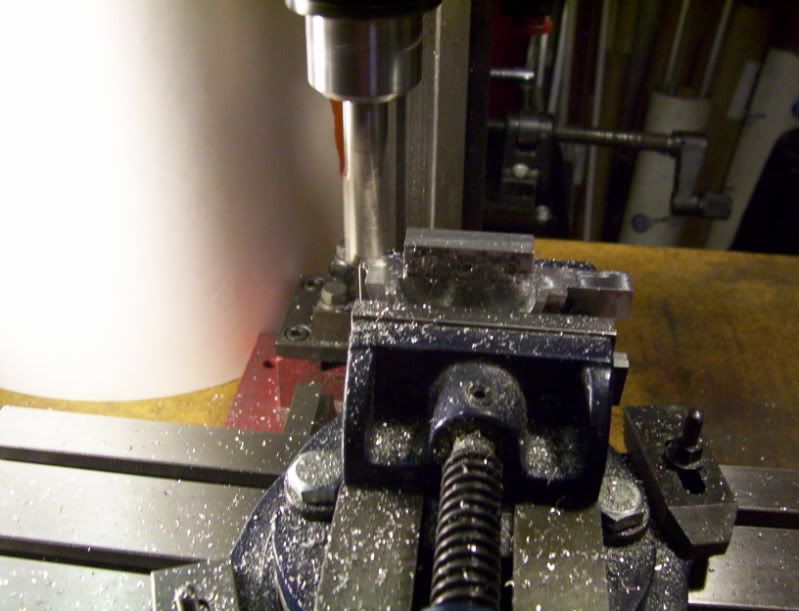
and now using an 1/8" ball endmill, I can start machining that recess into the workpieces.
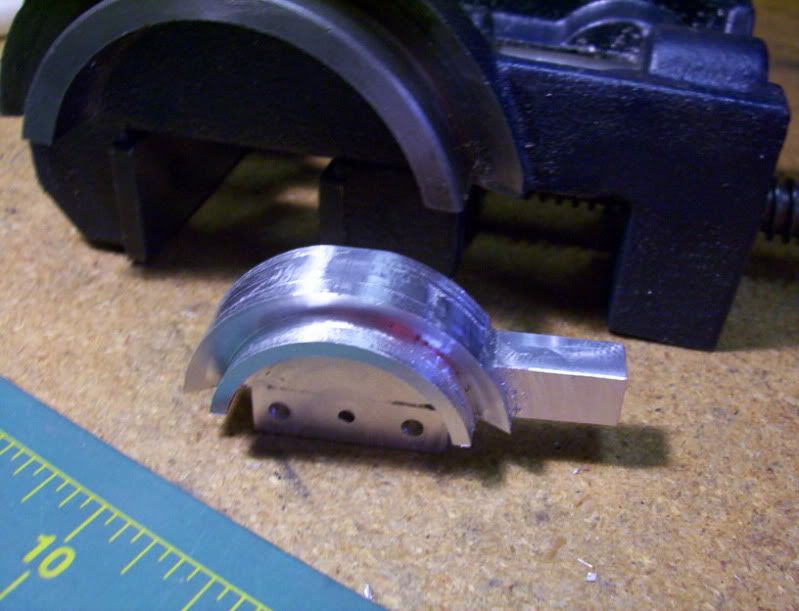
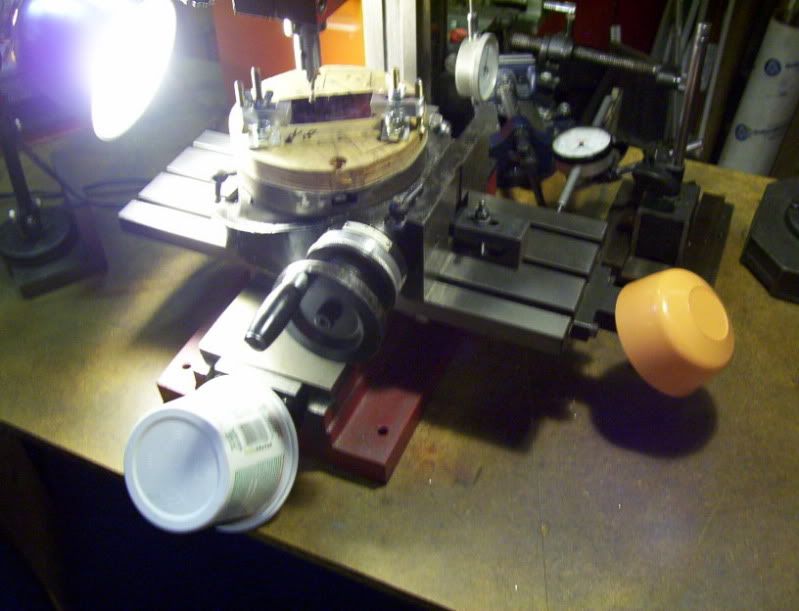
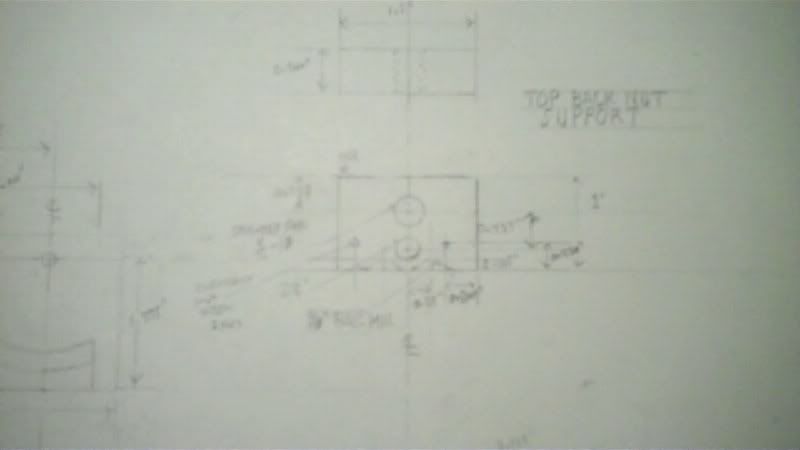
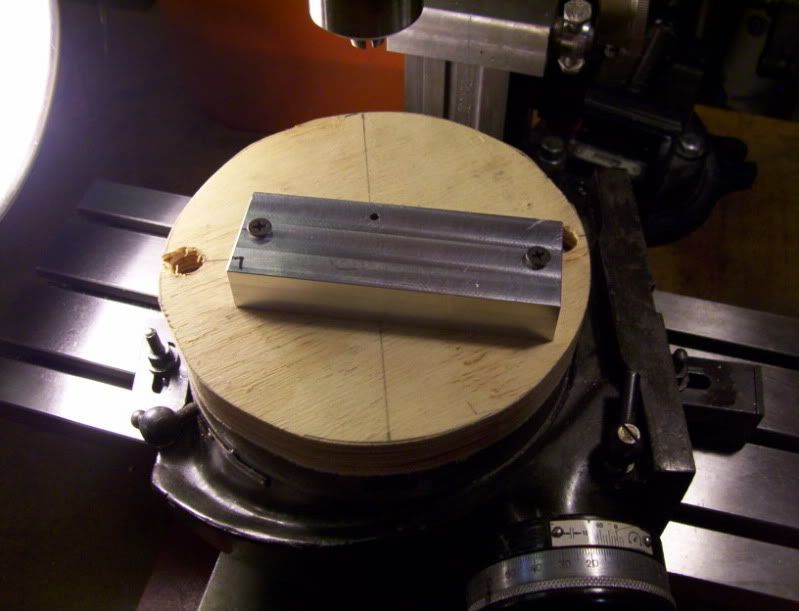
This shows the next part that needs to be made,
however on my project, I will attach it to the end of these workpieces, therefor to keep everything within reasonable scale, I'll need to machine these workpieces to a shorter length,
Now time to start fabricating the top front jaw of the vice.
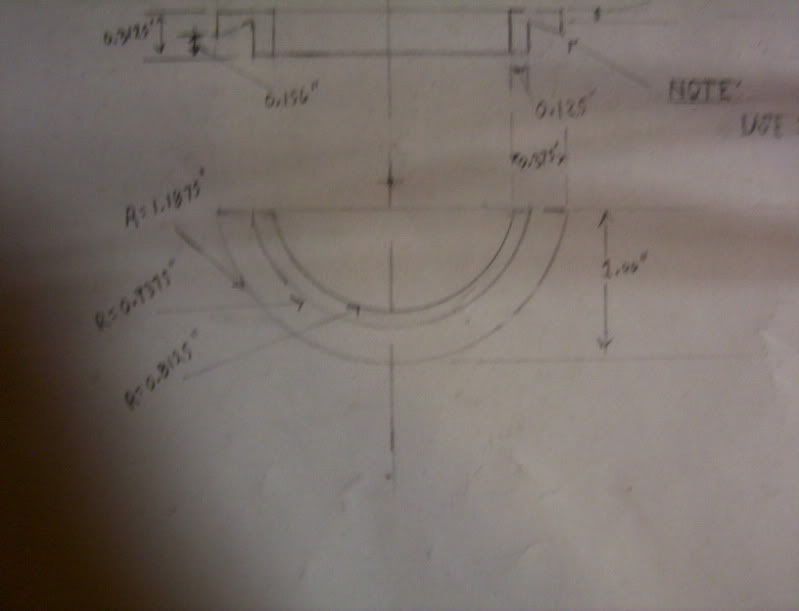
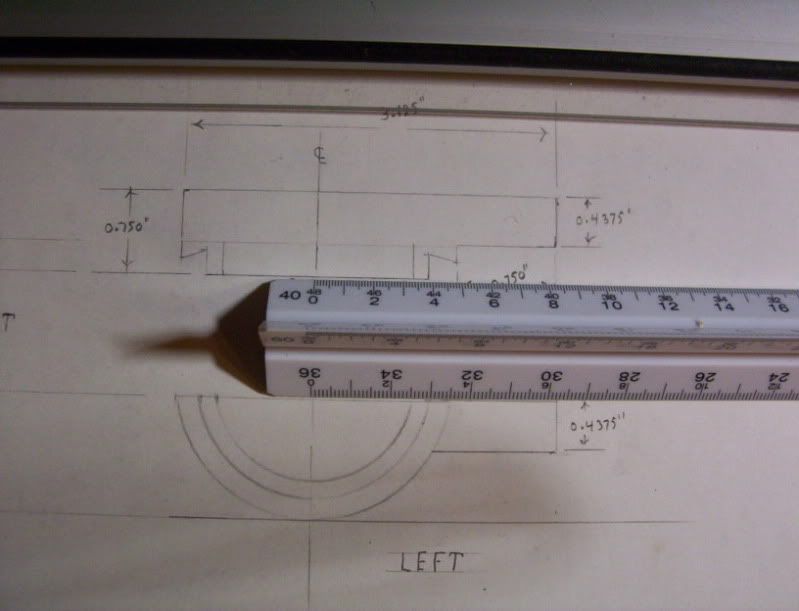
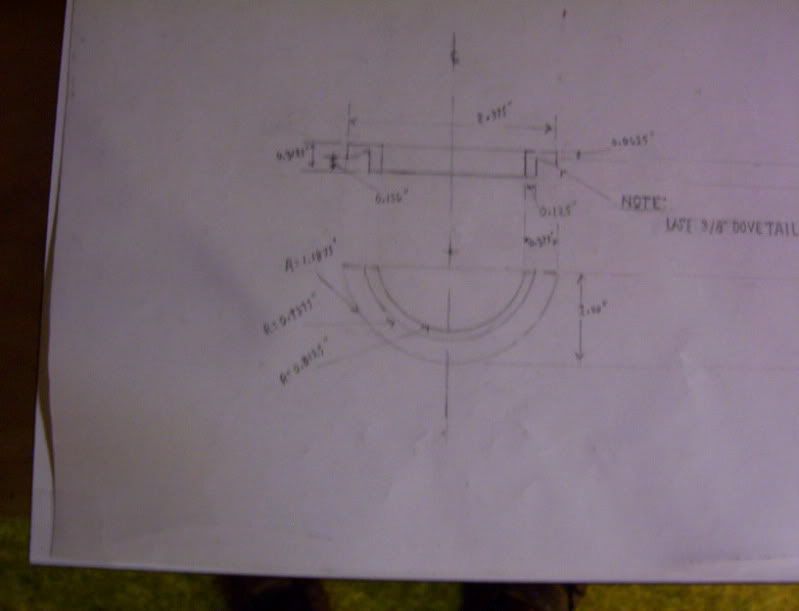
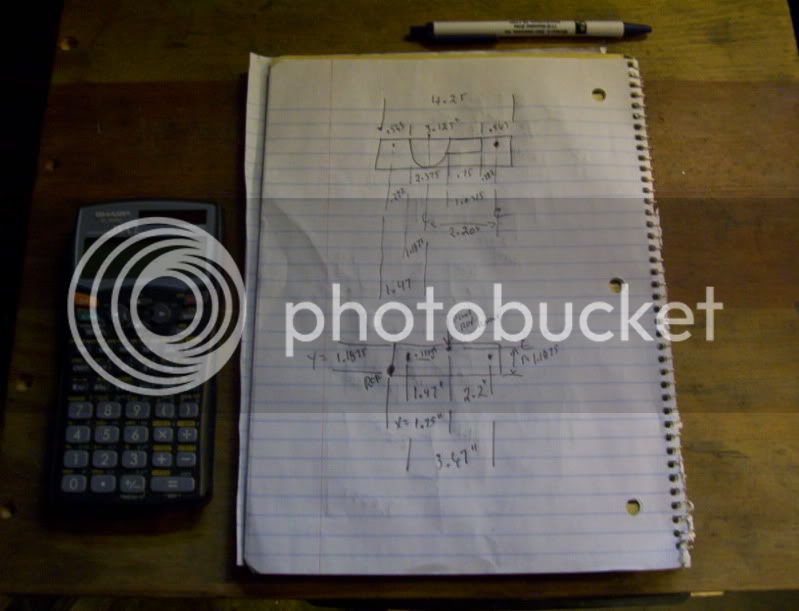
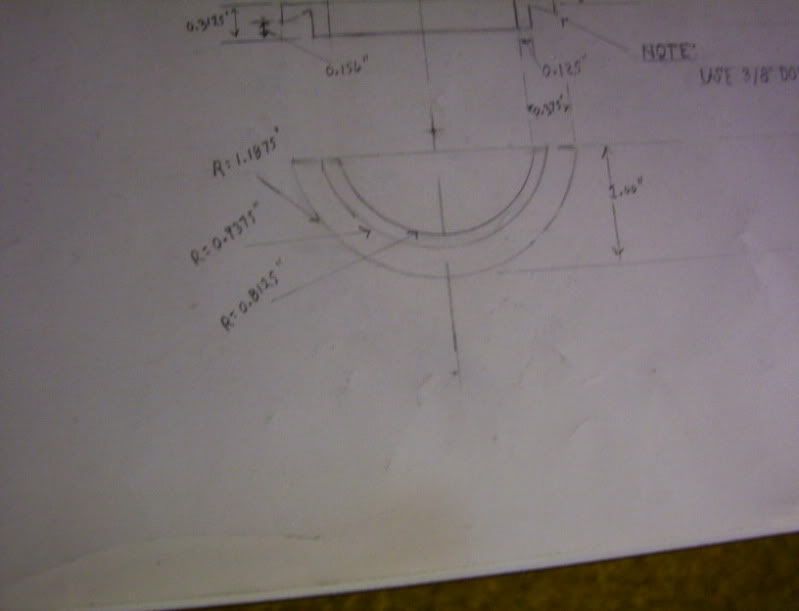
Scale some dimensions on my drawing.
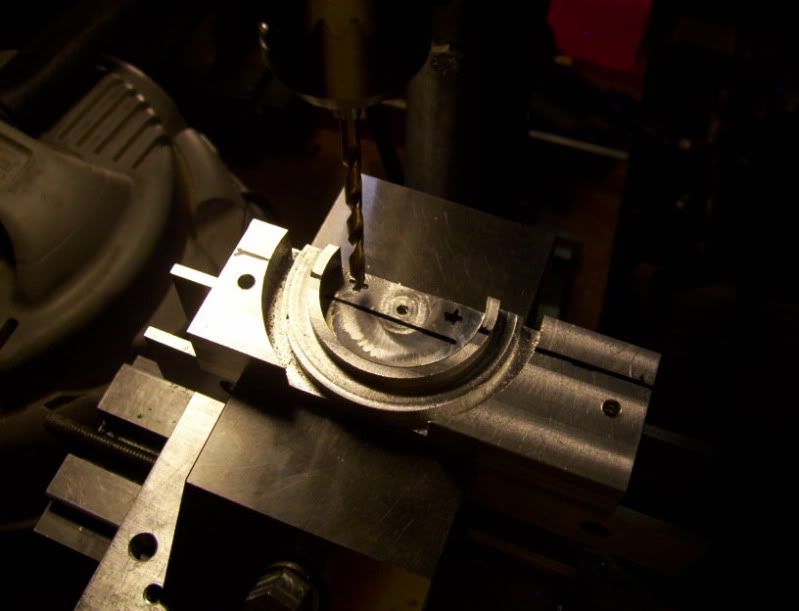
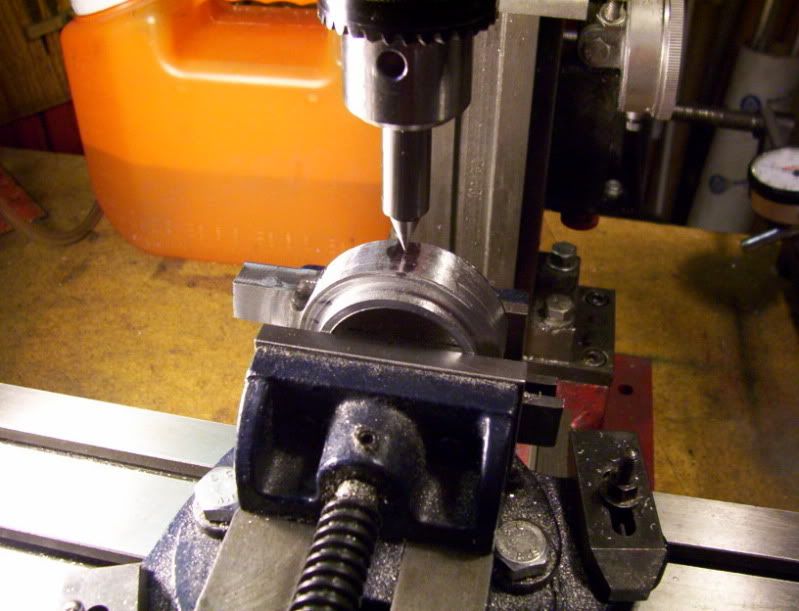
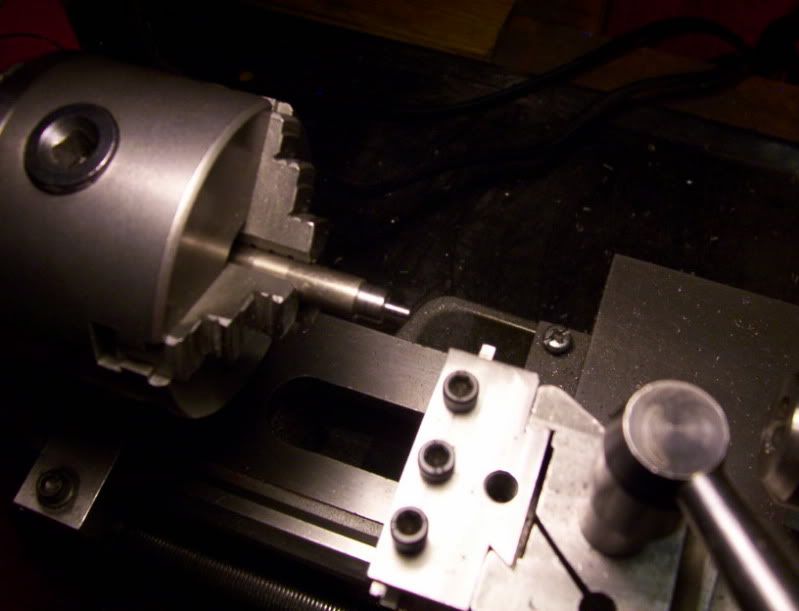
Drill and tap for the leadscrew.
Then drill and ream for the stabilizing bar that keeps the moveable jaw from lifting too much.
Now its time to drill for the screw holes that will attach the front jaw to the rails.
So I need to check the screw head and body size for CB. and thru holes, for 1-64 screws.
Now to locate these screw holes on the workpiece, I could reference off the center here,
However I have no way of referencing the holes on the rails because there is no center to reference from.
The reason is I have both rail sections double stick taped together, for final machining as well as hole placement, so a center reference on the front jaw workpiece has no bearing on the rails.
Therefore, I need to reference the hole locations from the outside EDGE, of each rail.
Here
and here,
Now it is a matter of referencing off of both edges of the top jaw workpiece, to drill the thru holes to attach to the rails. This way here I can keep the edges pretty much in alignment with both top jaw and bottom rails.
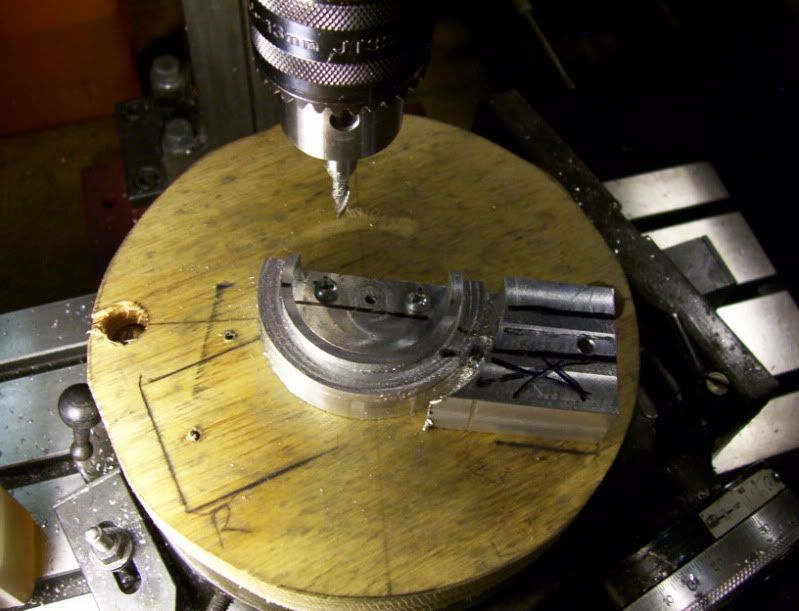
Now its time to do the counterboring and thru holes using drill bits for both.
Now to do the drill and tapping operations on the rail pieces.
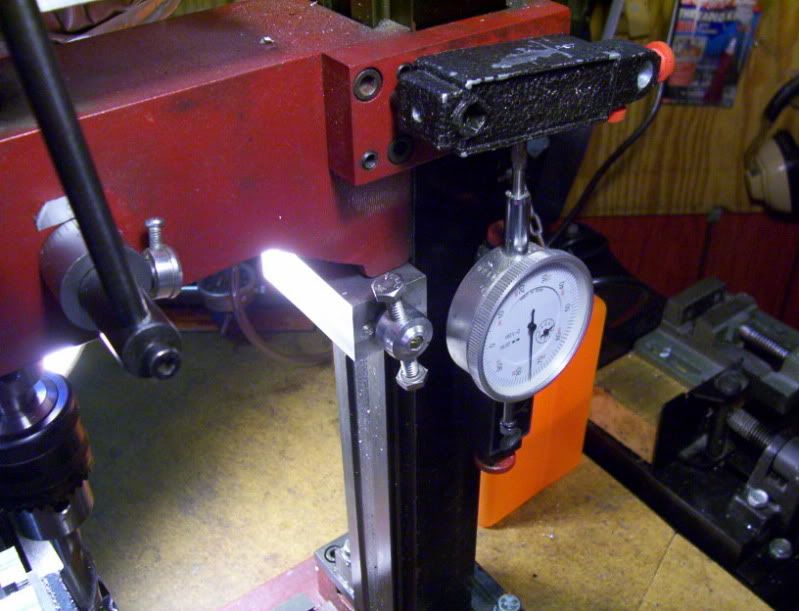
With both rail sections taped together I set it up squarely in my vice.
And now its a matter of referencing off of the outside edges to locate the holes.
drill and tap one rail.
Locate off of the outside of the second rail
After both rails are drilled and tapped, the rail pieces can be seperated.
And temporarily screwed together to check for alignment.
Now to work on the other top jaw, as well as the moveable jaw.
First machine the blocks to size shown at the bottom.
Check the distance in between the rails so the next jaw piece can be machined to fit down inside.
Now this time I will reference everything from the center of the workpieces.
After securing the needed dimensions,
I set up the first workpiece, do all locations, and then set up a workstop for consistency between both workpieces.
And the drilling of the stabilizer bar holes is first. This is done to both pieces.
Now making sure I have a reference edge to set against the workstop so as to keep both pieces in line with eachother, I make a witness mark on the workpieces.
And set that side to the stop
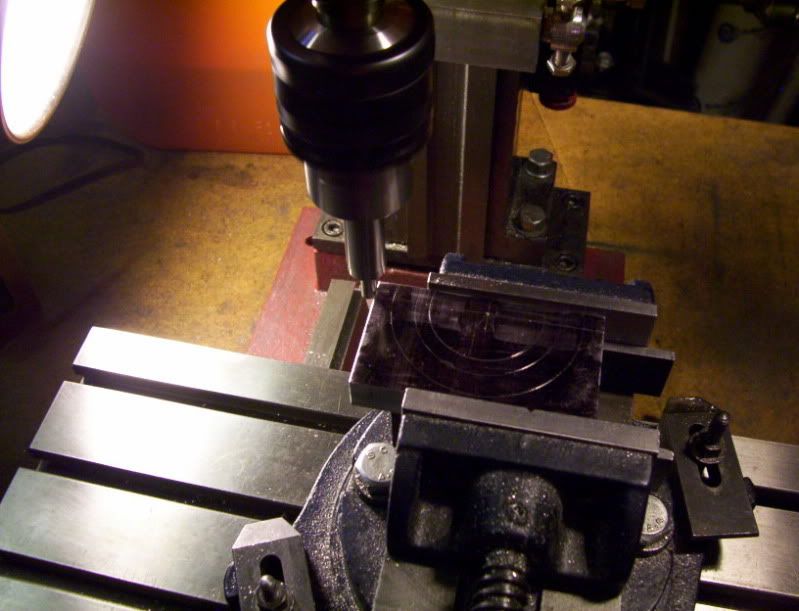
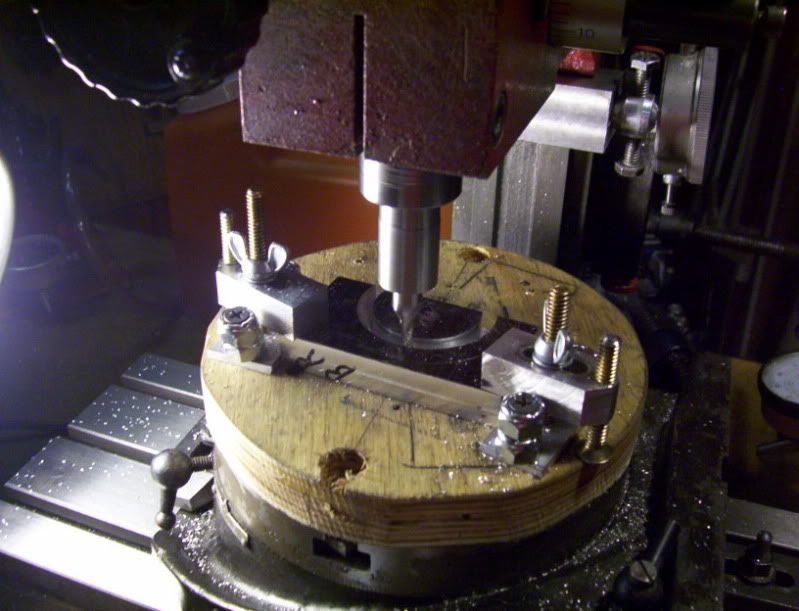
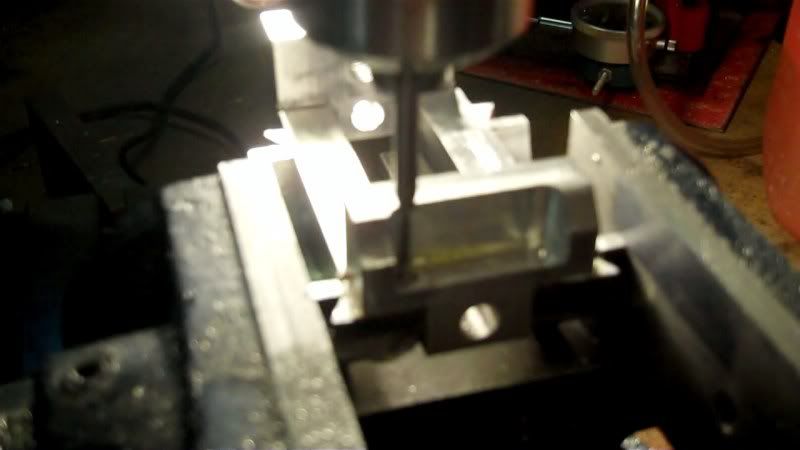
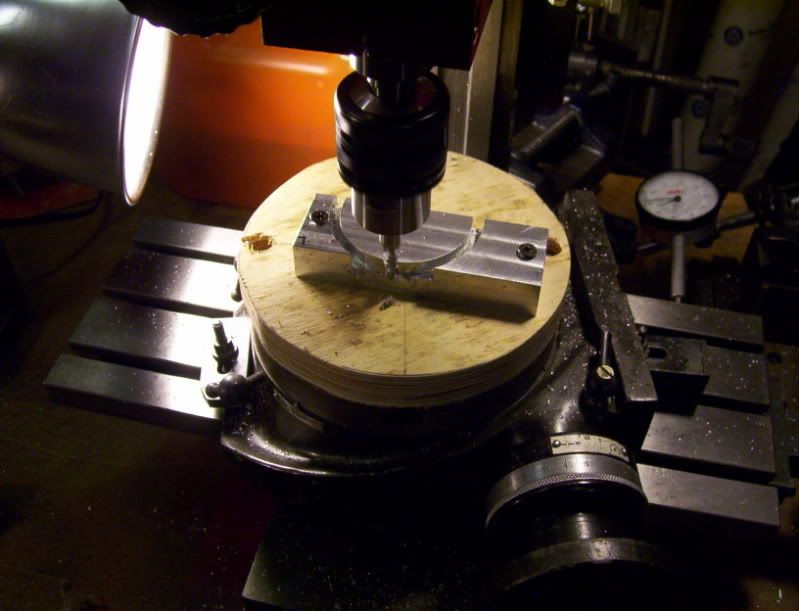
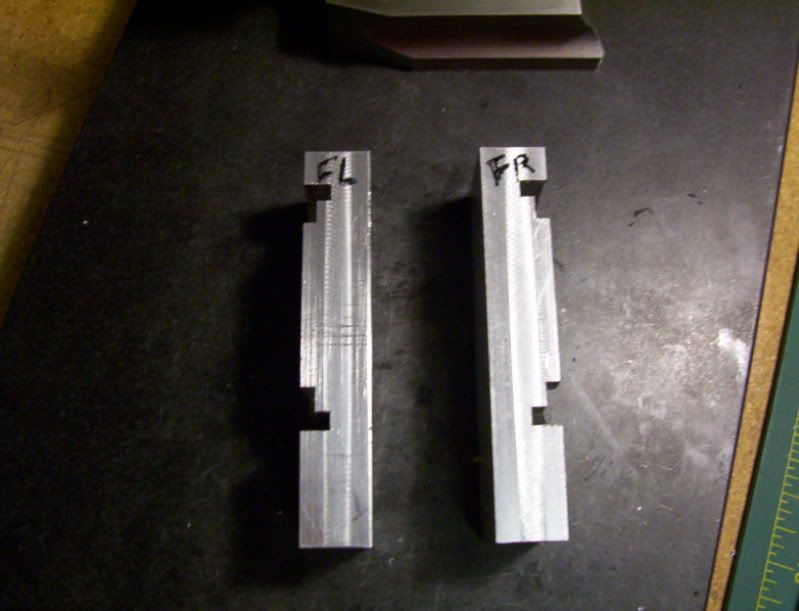
with layout marks on top I align the cutter and start cutting out all the material on each side off of center.
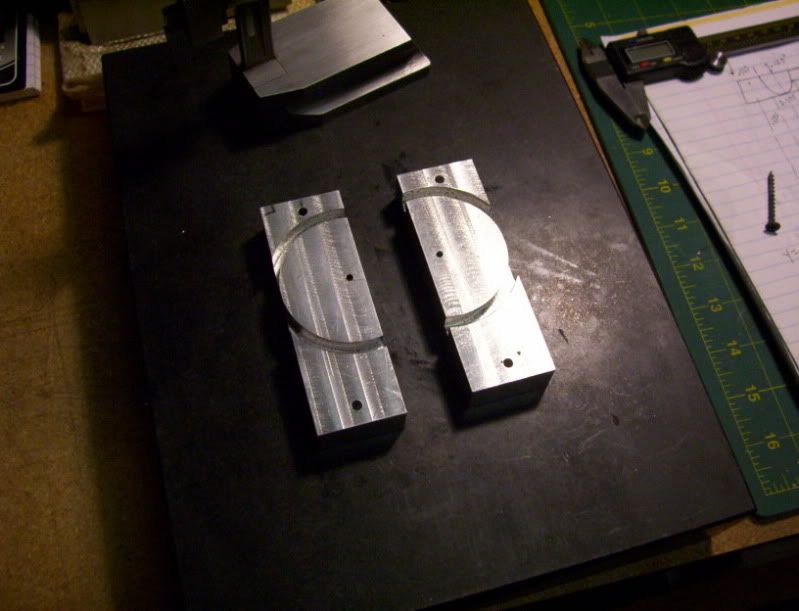
Both jaws the fixed and the moveable are completed on the first phase of the machining process,
they both need to have some profile machining done to them like the original, but for now they are fitted blanks.
Now it's time to check for fit and alignment, I'm using the reamer I used for the blanks to use as a temporary stabilizing bar to see how everything fits and moves, in alignment with eachother.
Now I need to work on the profiling of these pieces to make them look like the prototype vice.
Thanks for looking in.
Have a great day.















")