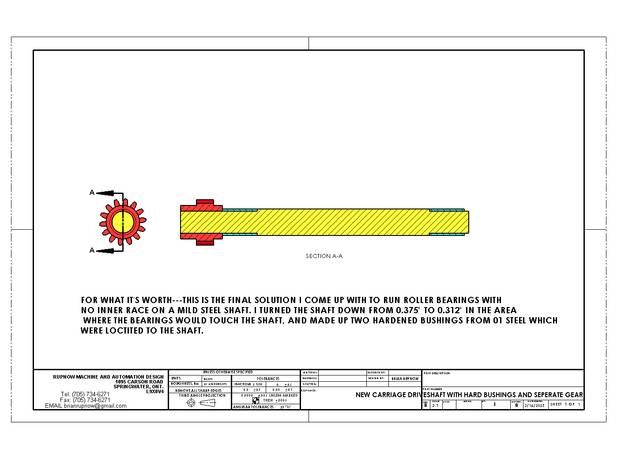
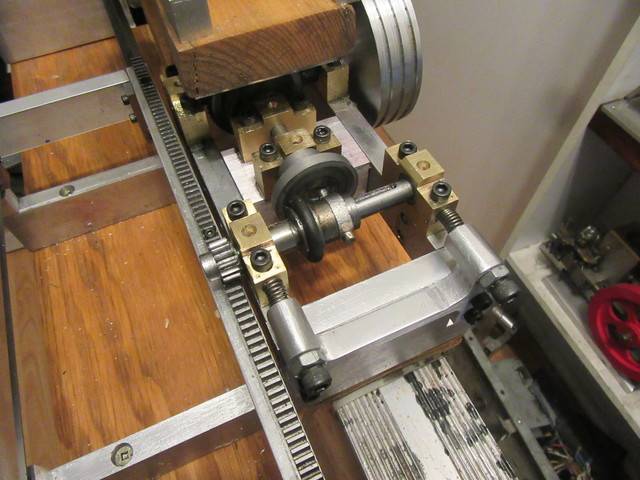
I'm not totally happy with the way motion is transferred from the steel pressure plate to the final drive shaft via the rubber o-ring, so am making up a couple of compression spring holders to hold compression springs against the final driveshaft bearings to hold a more constant pressure between the rubber o-ring and the steel pressure plate.----Brian
All the snow blowers that use this type of drive use a lever and operator to apply
the pressure to the two. But they do work great for a long time, not to mention you
get reverse as a bonus.
olf20 / Bob
All the snow blowers that use this type of drive use a lever and operator to apply
the pressure to the two. But they do work great for a long time, not to mention you
get reverse as a bonus.
olf20 / Bob























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)
















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)