




toolznthings
Project of the Month Winner
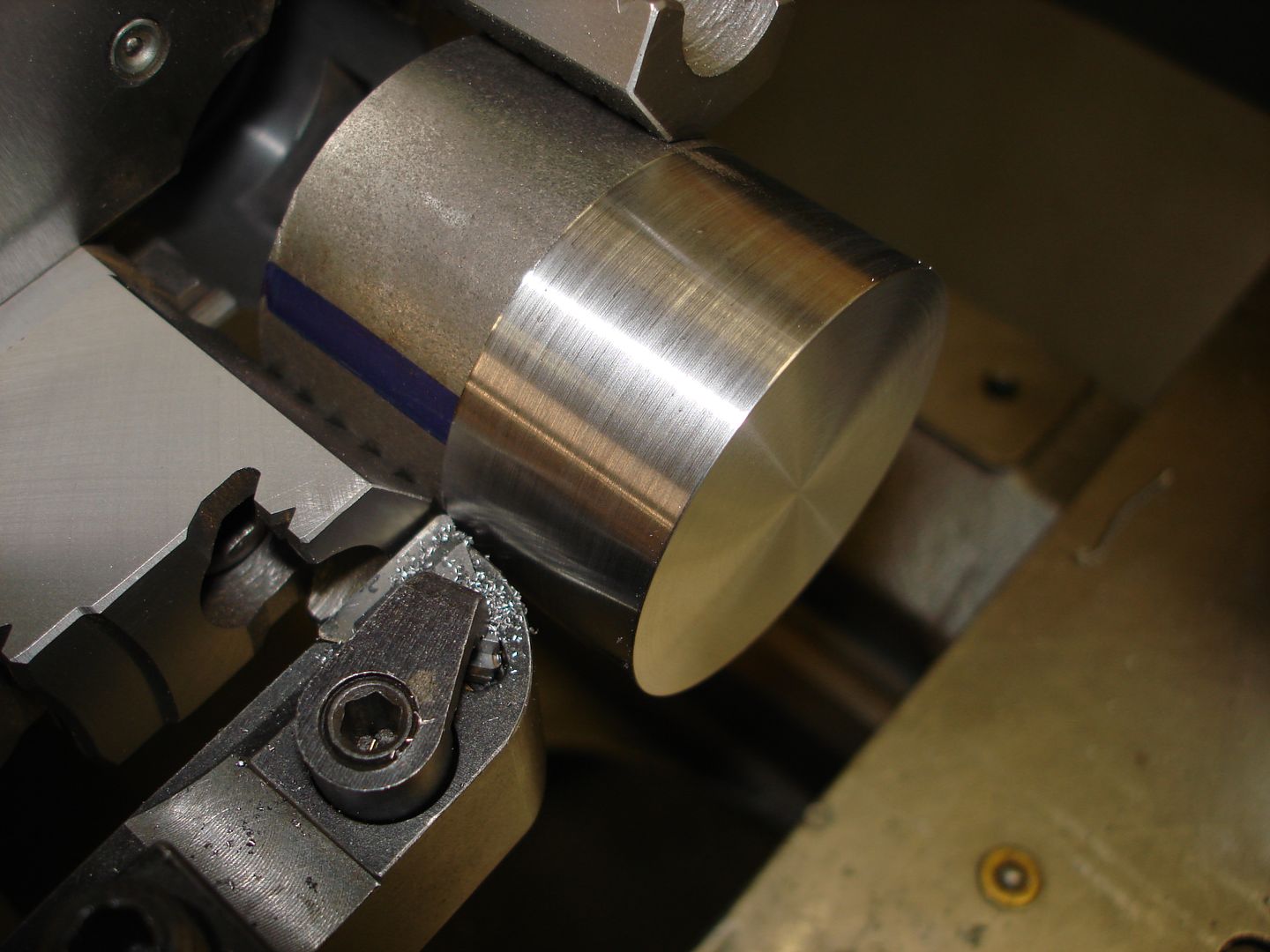
Building the Samuel K. Hodgson's engine from plans published in " Steam & Stirling " book # 2. Making some changes in materials and some modifications to some of the designed parts. Will make the cylinders from 12L14 using 1 3/4" round stock with a through bore and brass cylinder head instead of aluminum with a blind bore. To start I faced and turned a cleanup cut on the o.d. on one end of the stock.
Turned stock around and faced opposite end.
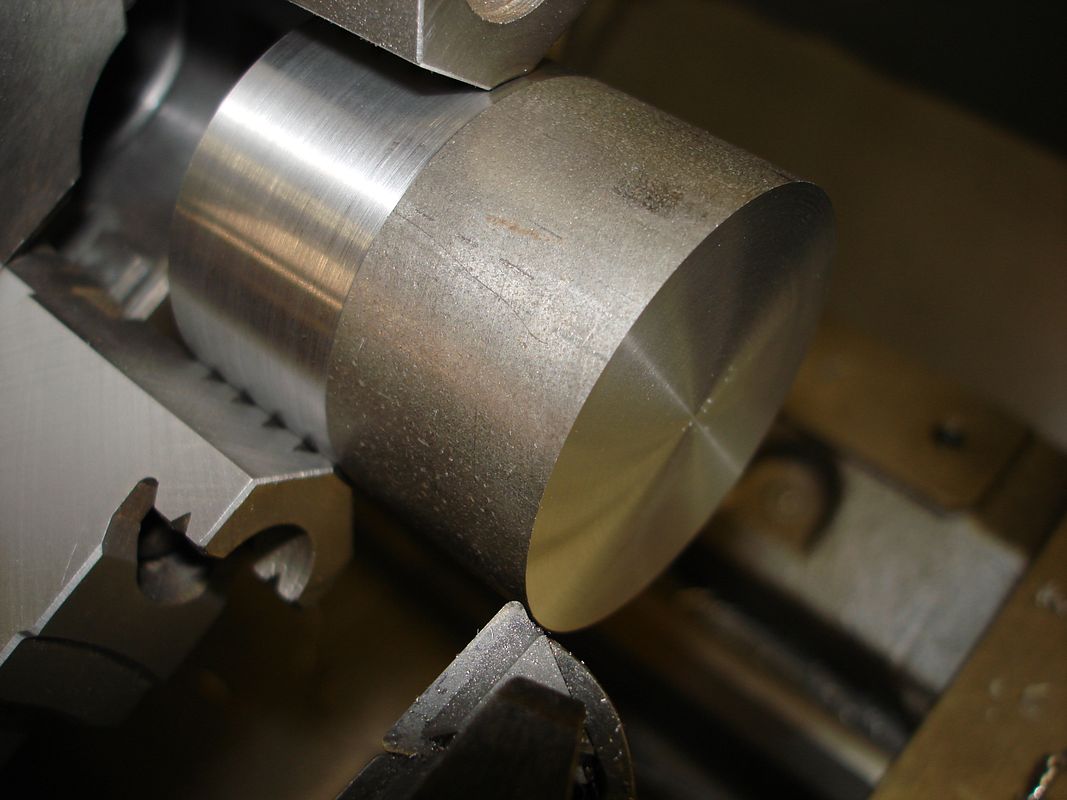
Extra stock will be left on the cylinder block for final finishing after silver soldering the pivot to the block. At the mill. Holding on to the faced ends from the lathe milling to rough size the cylinder comes next.
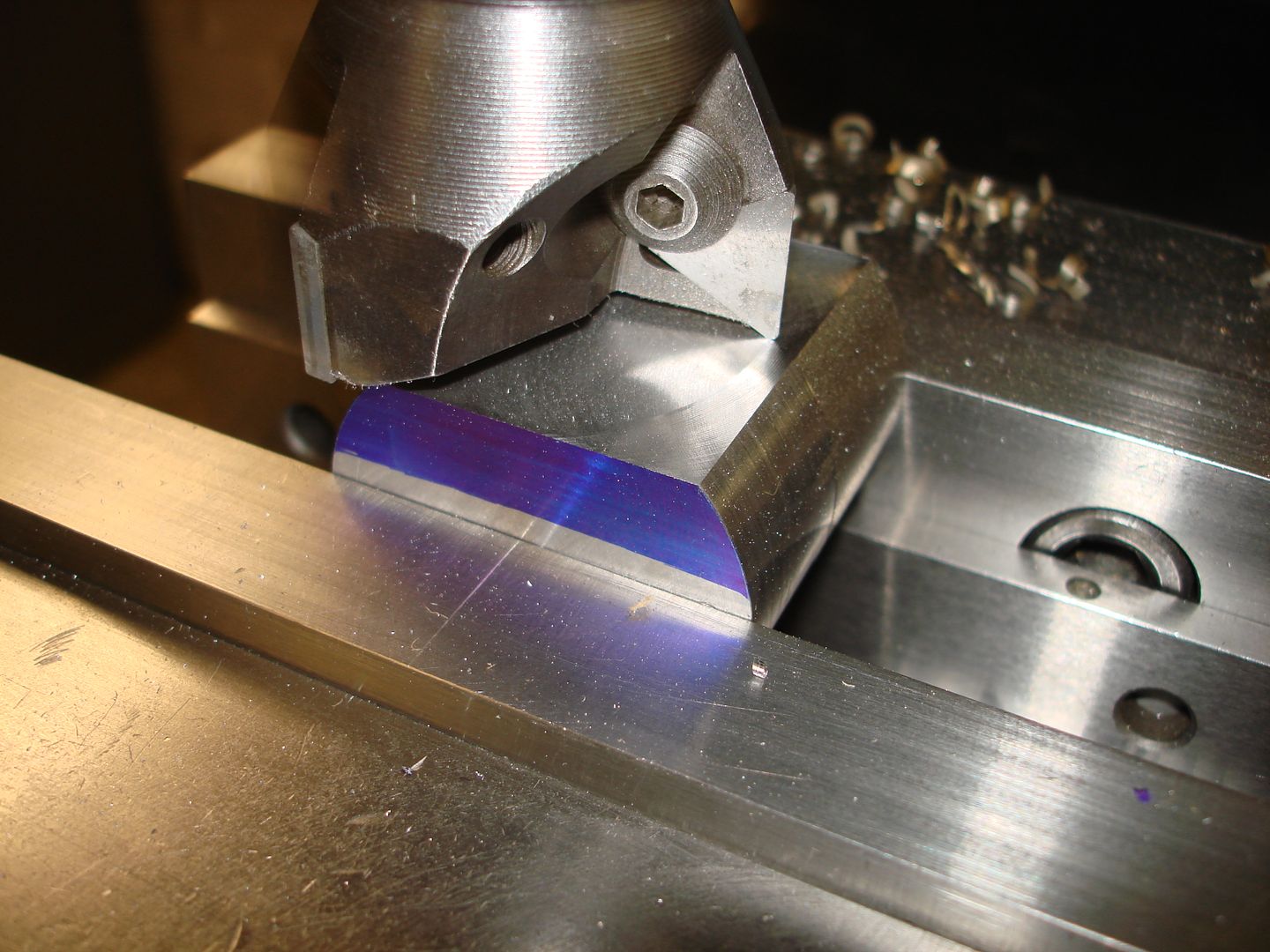
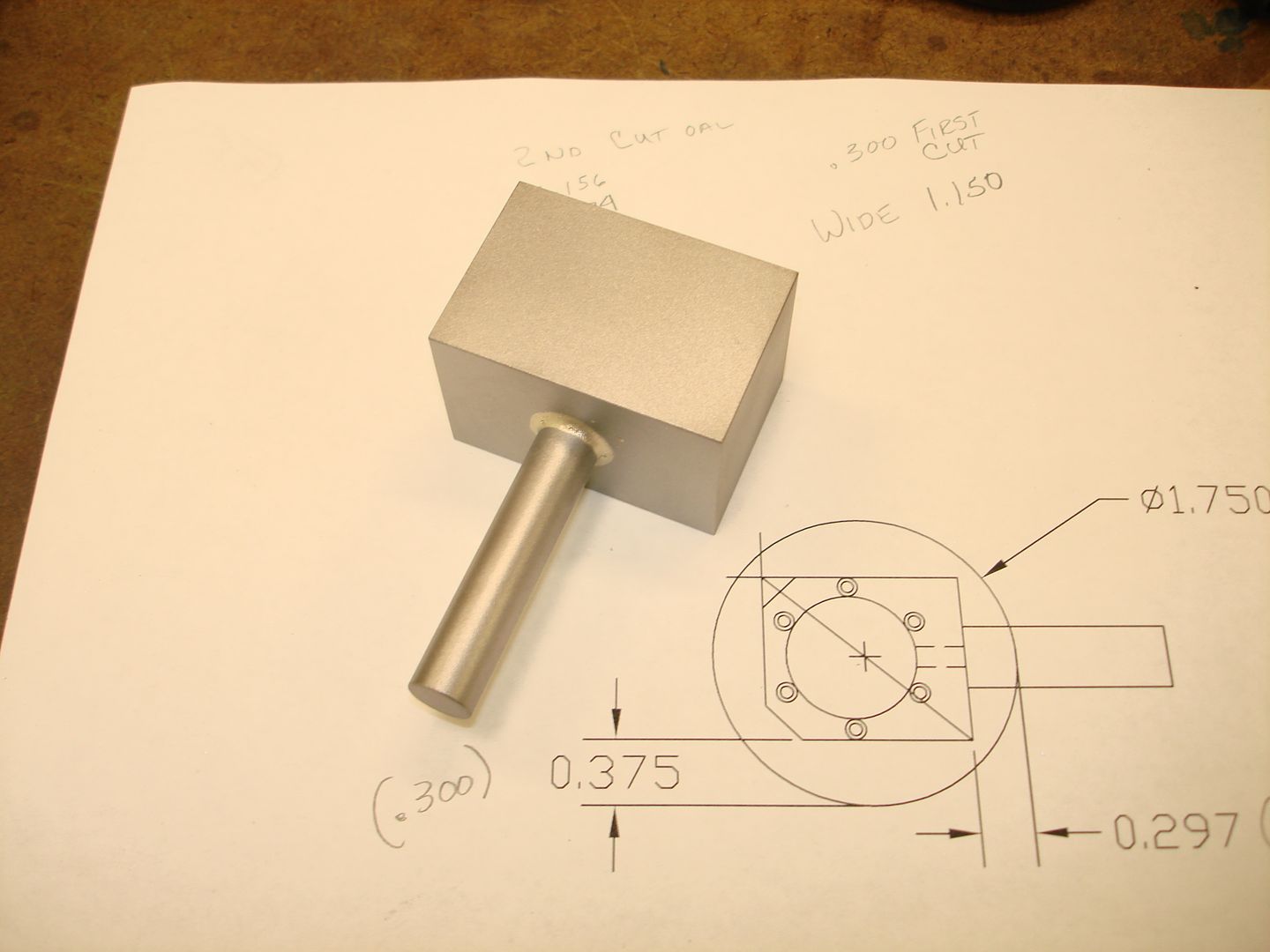
After sizing the cylinder I machined a shallow pocket for the pivot pin allowing some clearance for the silver solder.
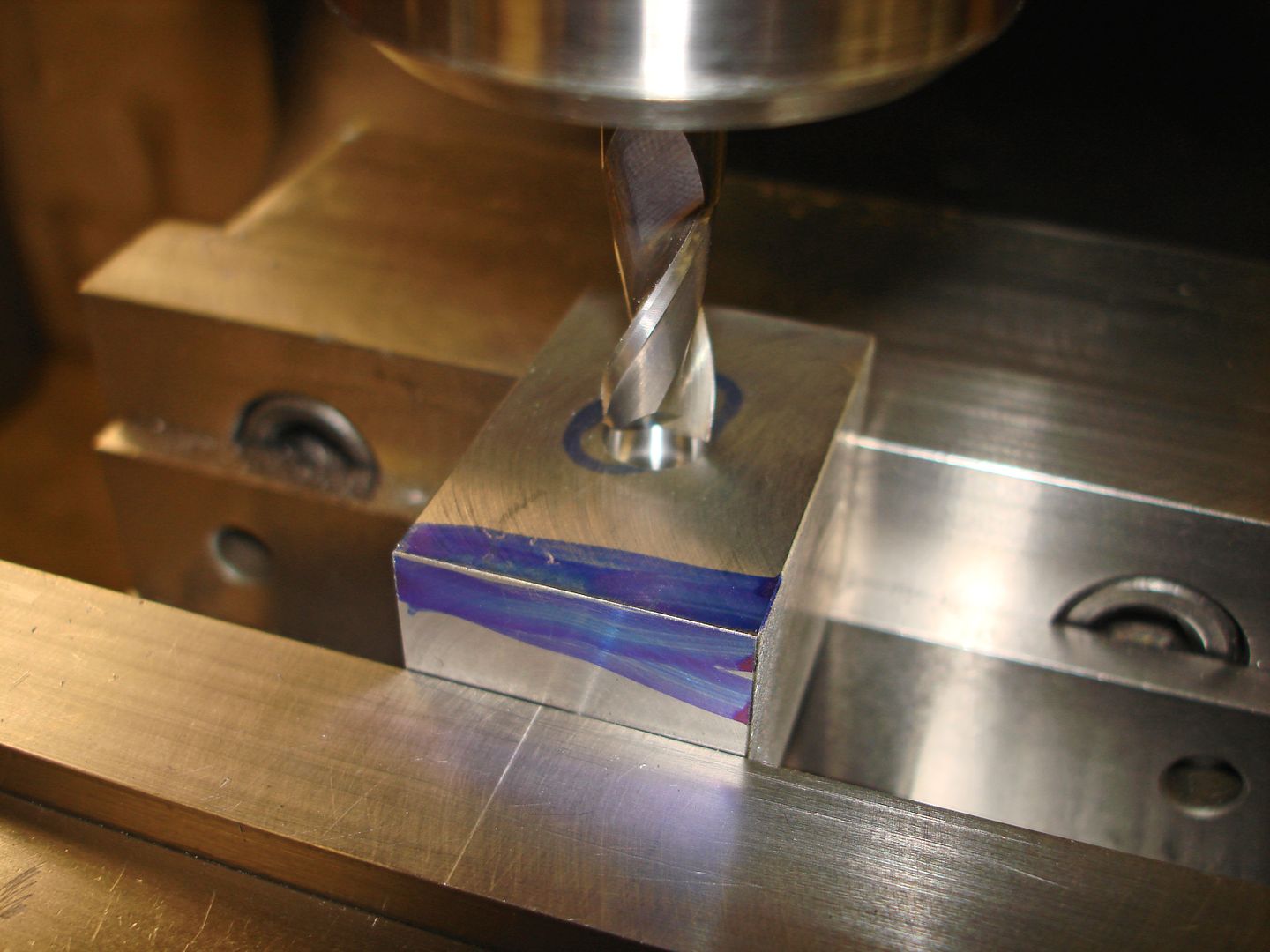
The cylinder pivot is .375 12L14 rod rough cut longer than finished length.
Silver soldered in place and glass beaded to cleanup for next operations.


Turned stock around and faced opposite end.

Extra stock will be left on the cylinder block for final finishing after silver soldering the pivot to the block. At the mill. Holding on to the faced ends from the lathe milling to rough size the cylinder comes next.

After sizing the cylinder I machined a shallow pocket for the pivot pin allowing some clearance for the silver solder.

The cylinder pivot is .375 12L14 rod rough cut longer than finished length.
Silver soldered in place and glass beaded to cleanup for next operations.

























































































































































