If I could give you a little advice.
Imagine you are parting off many many times, as that is all cutting fins on a lathe is.
People get scared of parting off, but the golden rule is don't faulter or hang about. Start the cut and just keep feeding in until you reach depth, otherwise you are liable to get a snatch or dig in occuring.
This isn't BS, I have cut many thousands of fins with hardly a single tool failure, in all materials. Mind you, I always use my own ground tools with no side relief, just a chip breaker on the tip. The advantage of possessing a surface grinder.
Cast iron
Bronze
Brass, this grooving tool, as far as I can remember was 0.025" wide.
And lots of them
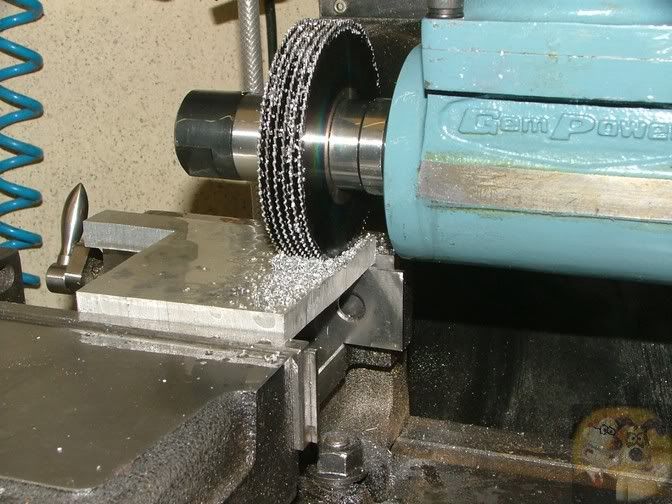
On the other hand, RT and slitting saw on the mill can overcome certain problems if you are an uncertain parting off modeller. If you can gang up on slitting saws, you can get the job done in one quick swipe.
I hope this helps a little.
John