




- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
At the midlands show I picked up a Stevenson Indexer from Arc Euro.

It comes complete with an Adaptor to convert it from C4 Collet to ER32 collet use.

It comes with a dividing plate with 36 holes and a clever vernier indexing system that allows you to index 10 deg between each hole giving you 360 deg indexing.

Before I gave it a go I stripped it down, which was easy, and gave it a good clean.
First job I checked the indexer over as best I could to see if there were any gross inaccuracy in its build, I found it to be very good.
Pic showing me checking the face squareness of the ram, (Note to self you could you use this as a cylinder for checking squareness).

The indexer doesn't come with any handy clamping holes, but I suppose the idea is for you to add the holes where you require them, so I need modify it a bit to get the best out it.
Mark the centre line of the spindle onto the base.

Set it up square in the mill in the X and Y

Drill some 10mm holes for clamping bolts

Note use of jacking screws to stop things moving.
Then on the spindle centre line drill and tap two M6 holes

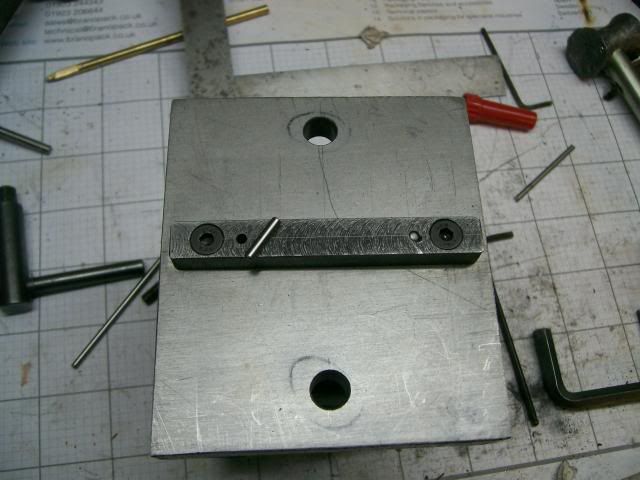
Then mill up a register bar that's a nice fit in the table slots
Counter boring the holes for the head of the cap screws

I'm using some cap screws that have thinners head than a normal cap screw (they followed me home") )
)


Setting the register bar up square to the face of the indexer

Checking the alignment of the spindle and register bar


The error was 0.05 mm over 120mm that's good enough for me
Next job as I'm planing to use the indexer on another machine where the register bar will get in the way, set the body up again in the vice and drill right through the bar into the body so that I can fit two dowel pins in, this way I can take the bar off and put it back in the same place again and still maintain squareness.
That's it I can put it on and off my mill with complete confidence that it will be nice and square.

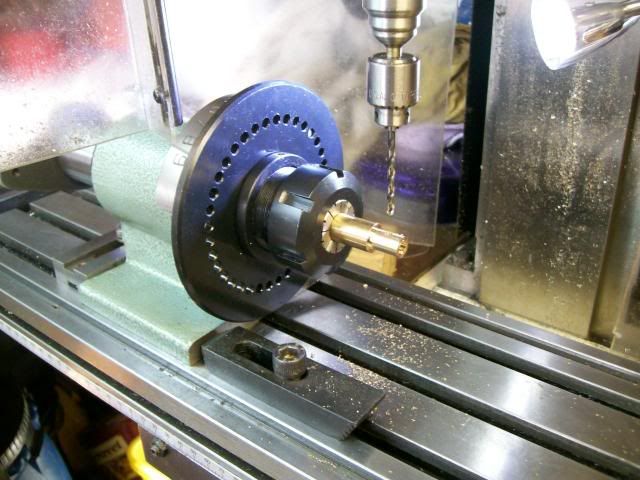
I made some parts that required hex heads on them I could have bought some hex bar but I had plenty of round bar available, so I simply used the indexer to mill the hex, it was easy to set up and use. One of the parts also needed a hole crossdrilling, I used the indexer to hold the part whilst I did this.

These are the nuts I made far more cost effective than buying 12" bar and only using 1" of it

Have fun
Stew
It comes complete with an Adaptor to convert it from C4 Collet to ER32 collet use.
It comes with a dividing plate with 36 holes and a clever vernier indexing system that allows you to index 10 deg between each hole giving you 360 deg indexing.
Before I gave it a go I stripped it down, which was easy, and gave it a good clean.
First job I checked the indexer over as best I could to see if there were any gross inaccuracy in its build, I found it to be very good.
Pic showing me checking the face squareness of the ram, (Note to self you could you use this as a cylinder for checking squareness).
The indexer doesn't come with any handy clamping holes, but I suppose the idea is for you to add the holes where you require them, so I need modify it a bit to get the best out it.
Mark the centre line of the spindle onto the base.
Set it up square in the mill in the X and Y
Drill some 10mm holes for clamping bolts
Note use of jacking screws to stop things moving.
Then on the spindle centre line drill and tap two M6 holes
Then mill up a register bar that's a nice fit in the table slots
Counter boring the holes for the head of the cap screws
I'm using some cap screws that have thinners head than a normal cap screw (they followed me home
)
Setting the register bar up square to the face of the indexer
Checking the alignment of the spindle and register bar
The error was 0.05 mm over 120mm that's good enough for me
Next job as I'm planing to use the indexer on another machine where the register bar will get in the way, set the body up again in the vice and drill right through the bar into the body so that I can fit two dowel pins in, this way I can take the bar off and put it back in the same place again and still maintain squareness.
That's it I can put it on and off my mill with complete confidence that it will be nice and square.
I made some parts that required hex heads on them I could have bought some hex bar but I had plenty of round bar available, so I simply used the indexer to mill the hex, it was easy to set up and use. One of the parts also needed a hole crossdrilling, I used the indexer to hold the part whilst I did this.
These are the nuts I made far more cost effective than buying 12" bar and only using 1" of it
Have fun
Stew