




Harold Lee
Well-Known Member
- Joined
- Apr 23, 2008
- Messages
- 236
- Reaction score
- 2
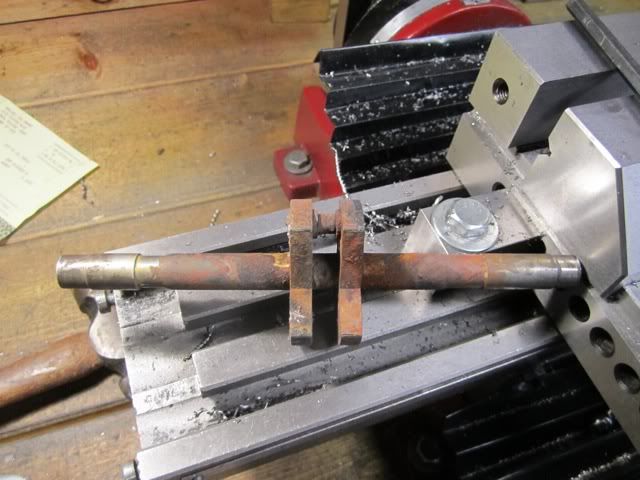
I just tried and failed to silver solder up a crankshaft made from 12L14 steel. Can this be done? My attempt ended in it looking like something was dug up by and archeologist from a old junkyard. I was using a MAPP gas torch which is all I have....
I have silver soldered many brass, copper and stainless parts but this was my first and possibly last attempt at 12L14.
Any advice would be appreciated.
Harold
I have silver soldered many brass, copper and stainless parts but this was my first and possibly last attempt at 12L14.
Any advice would be appreciated.
Harold































































")