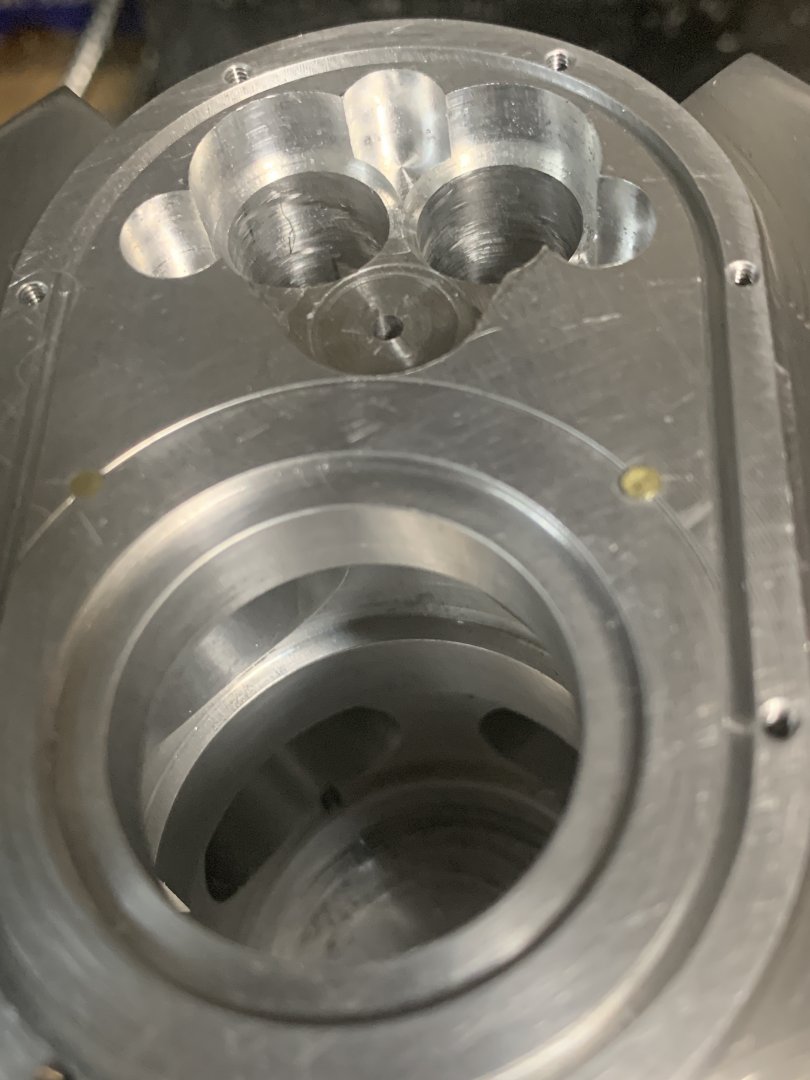
So for someone who did machining in the 80's as part of an apprenticeship, built one steam engine in 2019, take on a Jerry Howell V4 ? Better not answer that as it is very optimistic / naive I will admit , especially when it seems every single tolerance is soo critical. I must be 150 hours invested so far and probably 80% the way through the machining of the block. I thought if I can complete the block the chances of being able to complete the engine may just be achievable over the next few years. Although shipping of parts and imperial tooling and gear cutters has been costly shipped to Australia so I am kind of financially committed now. A couple of pics on where I am up to...... Next step I am going to make one crankshaft (flywheel end) to make 100% sure of the gear mesh between the timing gears before committing to the camshaft locations.
Attachments



Last edited:


































































") I did a quick pic and I assume the actual contact point between the cam/lifter probably doesn't shift and the contact point moves from center on the face of the lifter.
I did a quick pic and I assume the actual contact point between the cam/lifter probably doesn't shift and the contact point moves from center on the face of the lifter.