




I started making one of these engines from Polly Models castings some years ago, but after 3 bad flywheel and 2 bad power cylinder castings, I lost interest. Unfortunately, many of the original build notes on the forum seem to have been lost during the changeover.
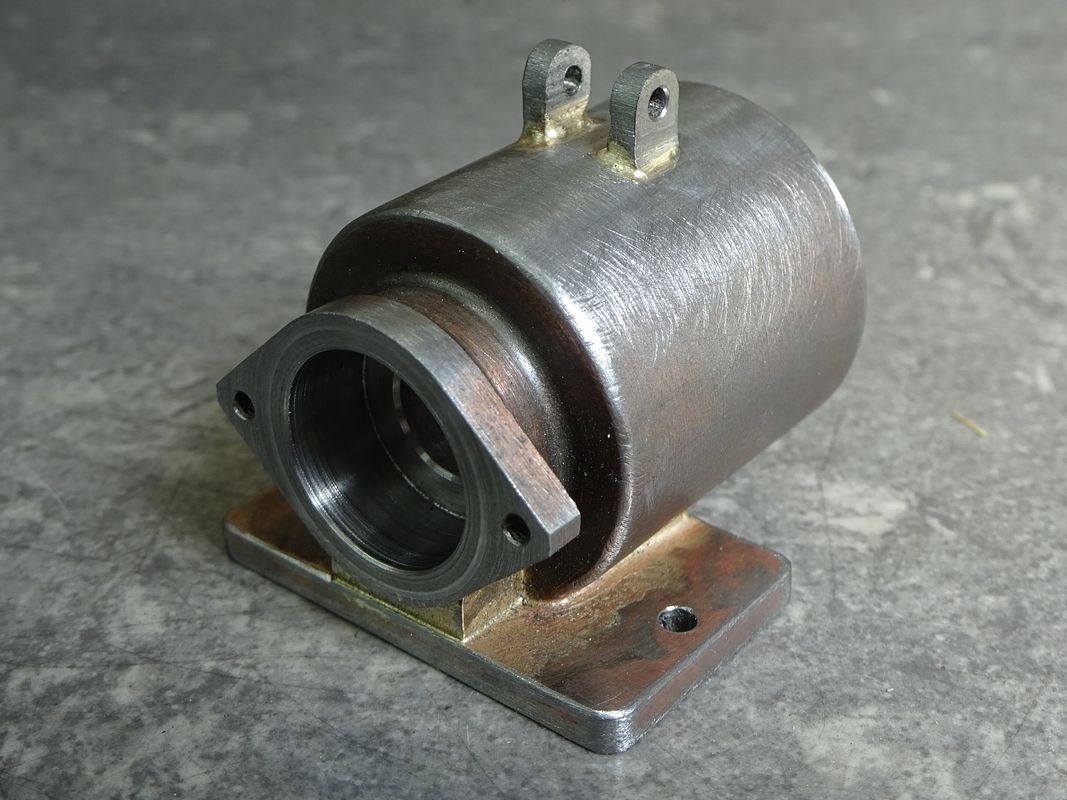
This is how it was left:


A pity, really because it was more than 1/2 completed.
Then, a few months ago, I had a PM asking me if I could get the engine to run and I had to admit that I had not even finished it. This pricked my conscience and so I got yet another power cylinder and flywheel from Polly and decided to try and make some more progress. The new cylinder did not look too promising, but in the end with the assistance of some JB weld I managed to get a reasonable object from it.

Dave
The Emerald Isle
This is how it was left:
A pity, really because it was more than 1/2 completed.
Then, a few months ago, I had a PM asking me if I could get the engine to run and I had to admit that I had not even finished it. This pricked my conscience and so I got yet another power cylinder and flywheel from Polly and decided to try and make some more progress. The new cylinder did not look too promising, but in the end with the assistance of some JB weld I managed to get a reasonable object from it.
Dave
The Emerald Isle
Attachments



Last edited:









































































.jpg")





























