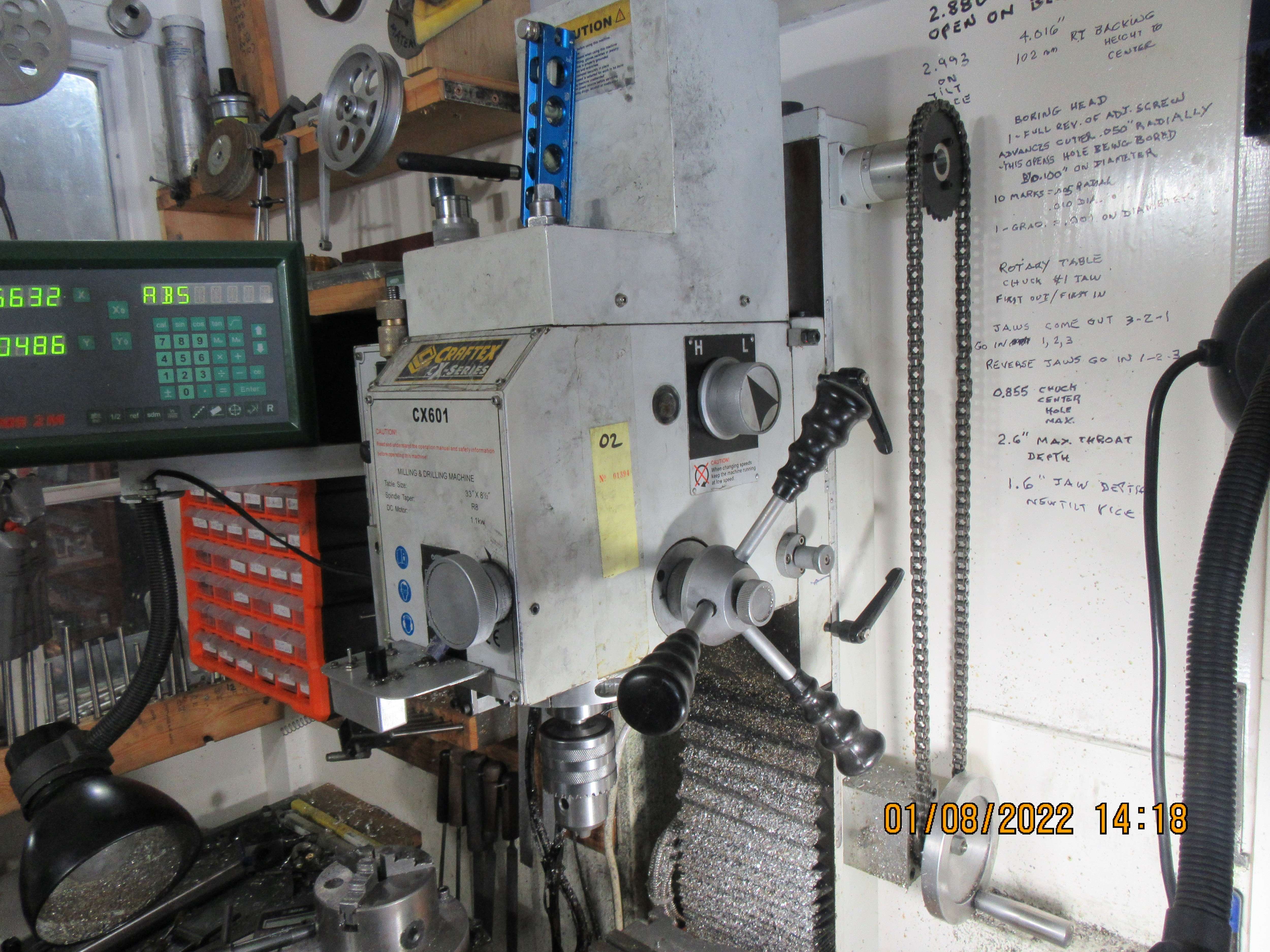
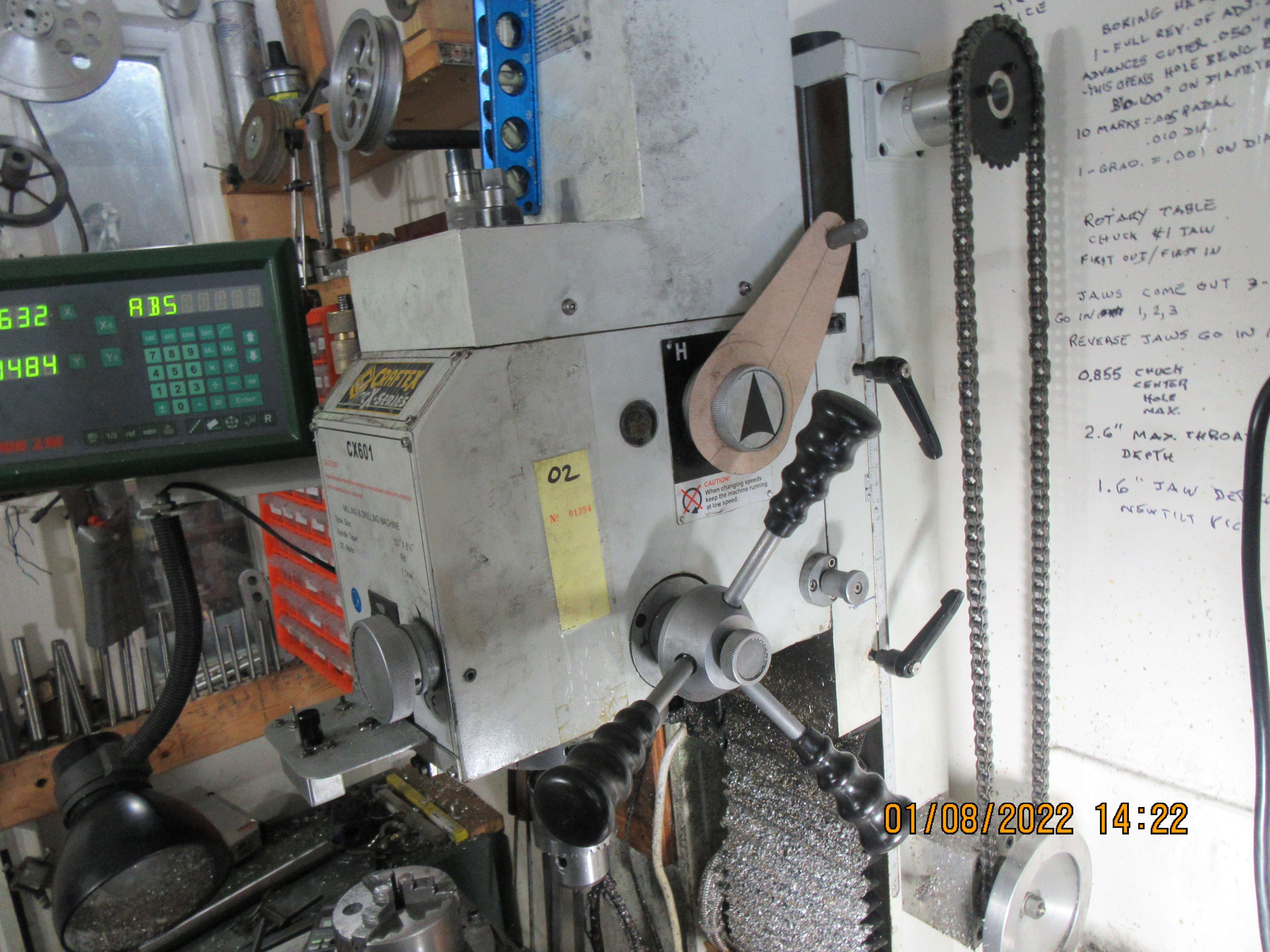
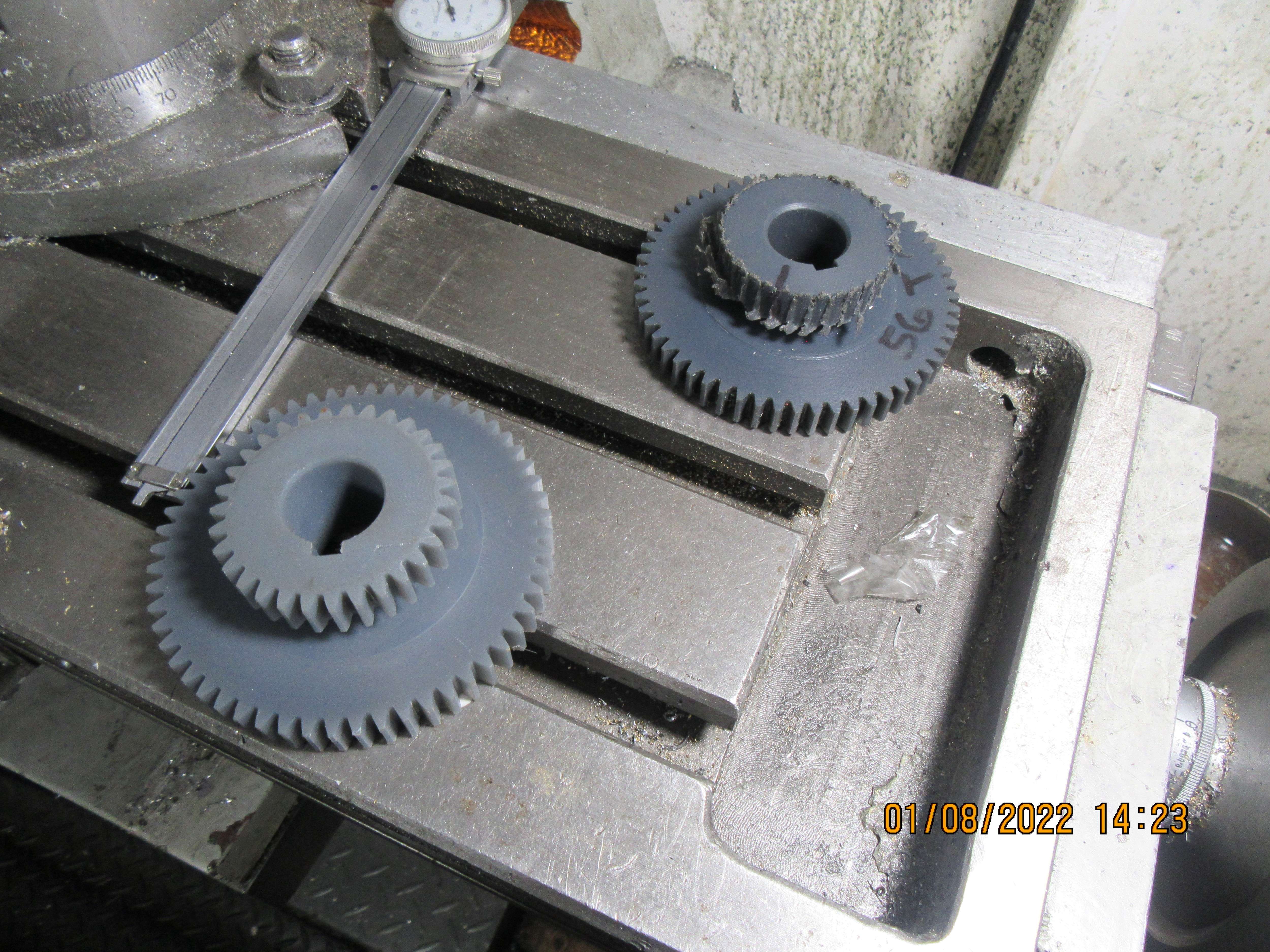
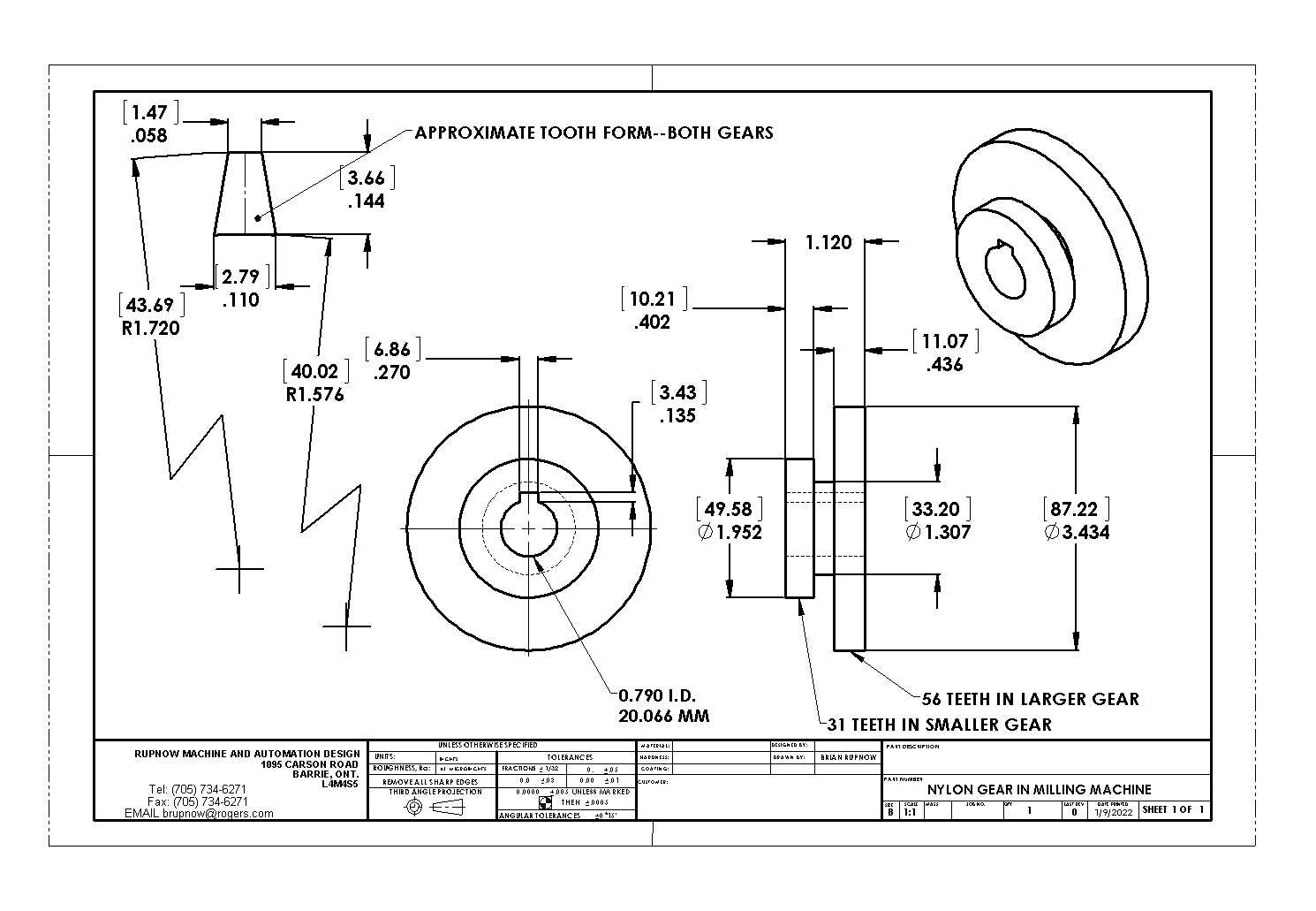
I have a little story to tell. I have a CX601 milling machine from Busy Bee Tools and I love it. This milling machine does everything I want, except drill 1" holes in aluminum. I don't do that very often, but when I do, it's mostly ornamental holes thru flywheel webs. And this is the point where my mill lets me down. There is a nylon compound gear in the gear-head, and it lets you put the mill into the equivalent of "back-gear" on a lathe. About every two or three years, this compound nylon gear manages to strip all the teeth of one side. It costs around $70 for a new gear, and it's a royal pain to take the mill apart and replace the bad gear. It doesn't happen all at once. When it first decides to eat that gear, it jumps out of gear into neutral. If you can spare a hand to hold it in gear, it works just fine, but sometimes I run out of hands to do that. It doesn't take much force to hold it in gear, and I'm sure that if it was held firmly in gear so that it couldn't jump out, then it wouldn't wreck the gear. So, today I'm designing a third hand to hold the mill in "back gear" while I drill large holes. In the pictures, you will see a side view of my mill where the gear selector knob is, another picture that shows my "third hand" in position, and in the third picture you can see a bad nylon gear and it's replacement good nylon gear.