




raveney
Well-Known Member
Hello all,
Just finished a customized version of Steve Huck's Demon V8. Started building last May 2021 and it runs pretty well on pump gas and acetone. Learned to nickel plate, TIG weld aluminum, cut dovetails and and cast parts using lost foam method. Its using a Jerry Howell TIM-6 transistor ignition. Made a nice set of gear cutting tools for camshaft drive and distributor along with a mini tubing bender, angle table, hot wire foam cutter and sheet metal brake all learned from the excellent people on this and other hobbyist forums.
I have documented some of the build on camera if any steps would be helpful to others.
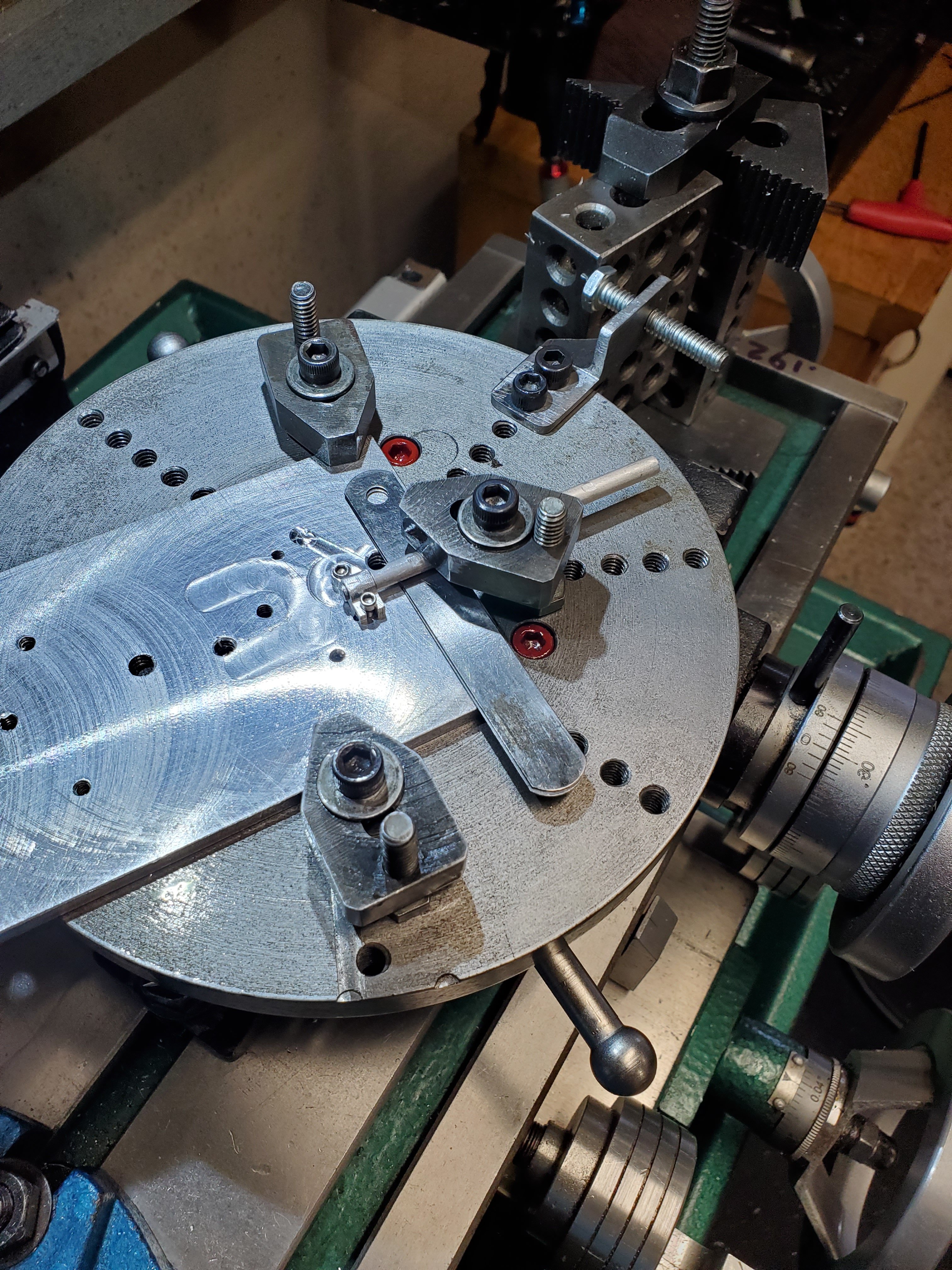
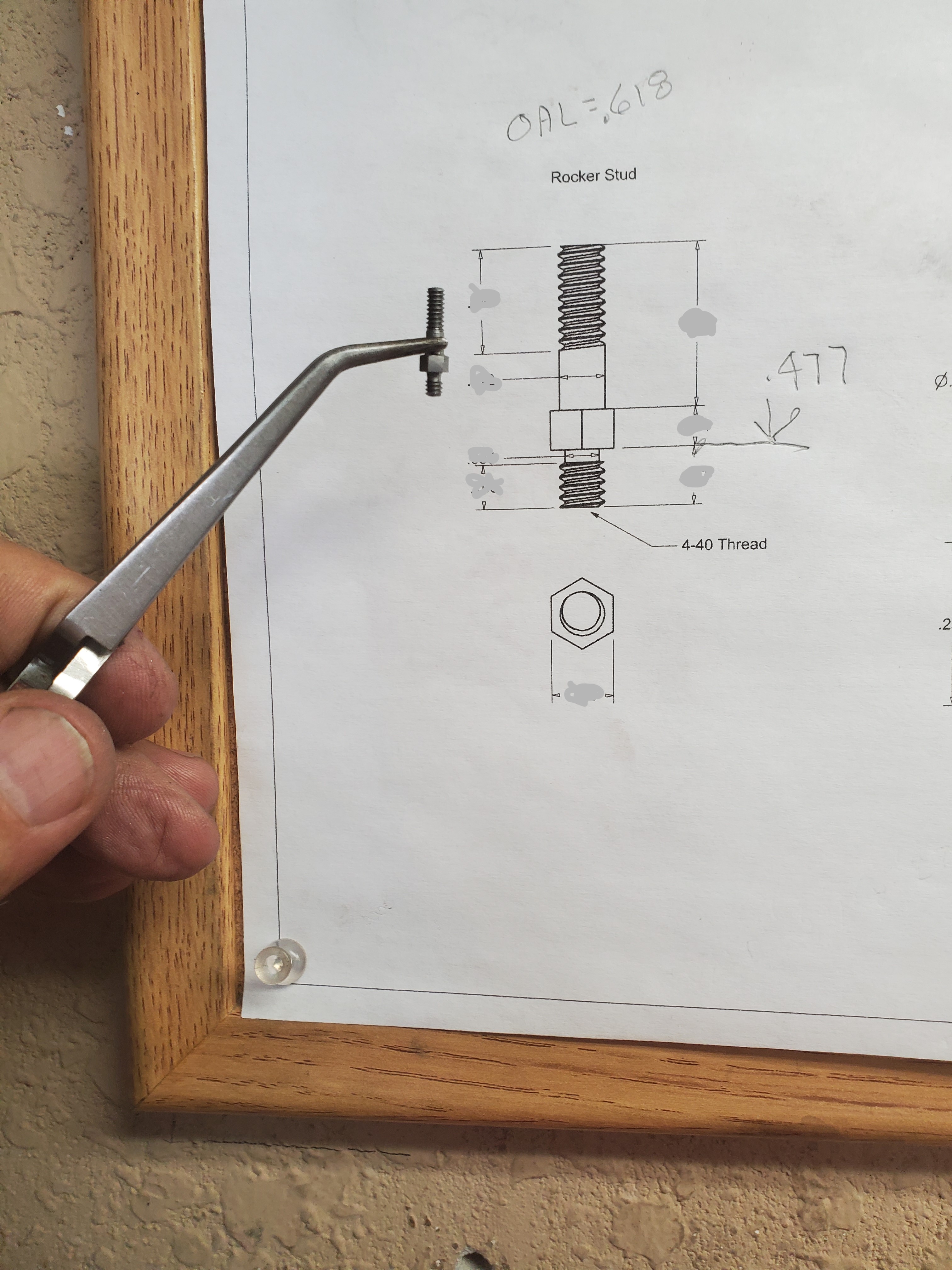
The roller rocker arms were the most challenging without use of CNC mostly because of the size
Russ
Just finished a customized version of Steve Huck's Demon V8. Started building last May 2021 and it runs pretty well on pump gas and acetone. Learned to nickel plate, TIG weld aluminum, cut dovetails and and cast parts using lost foam method. Its using a Jerry Howell TIM-6 transistor ignition. Made a nice set of gear cutting tools for camshaft drive and distributor along with a mini tubing bender, angle table, hot wire foam cutter and sheet metal brake all learned from the excellent people on this and other hobbyist forums.
I have documented some of the build on camera if any steps would be helpful to others.
The roller rocker arms were the most challenging without use of CNC mostly because of the size
Russ













































 I brought it into work to show the maintenance guys, and one guy put on ear muffs it's so loud.
I brought it into work to show the maintenance guys, and one guy put on ear muffs it's so loud.





