




pirmin kogleck
Active Member
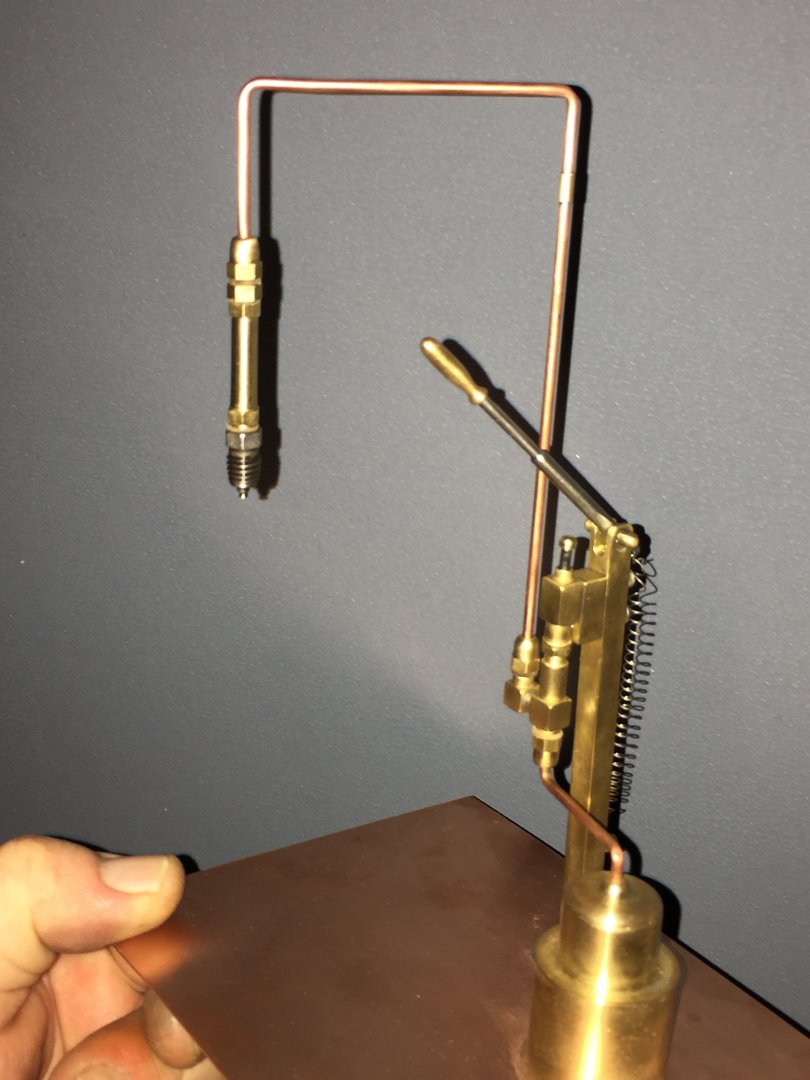
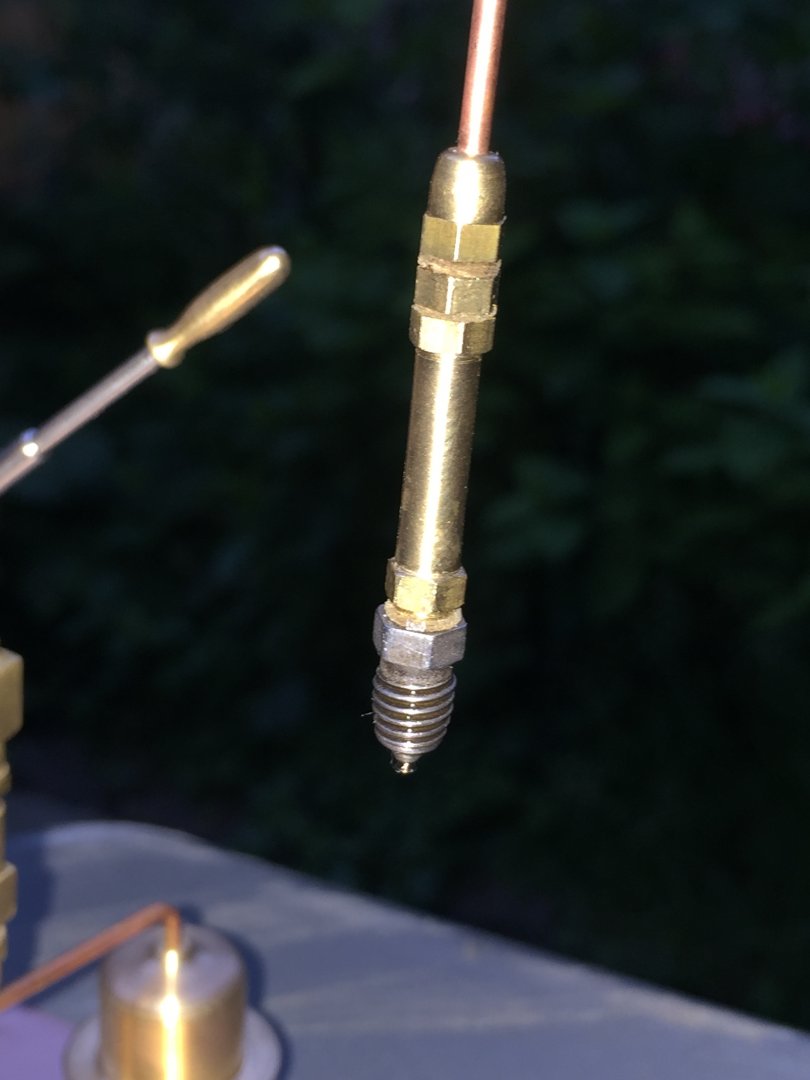
has someone ever tried to use o rings on the injection pump plunger =? i made a injector tester a injection pump
( plunger type) and injector close to find hansens measurements but my plunger gets slightly leaky after some time . here a video of the injector with the leaky pump . u can only see the injecotr but i think with a tight pump i would have a lot better spray pattern as i saw a much better mist in the first few testes before the plunger got leaky.i heard mr hansen maybe used o rings on his pump but i cant proof that as he do not share a lot of information but his videos are a usefull source, there only i could see his water feed pump used a o ring as a seal. maybe this is the way to go for a tight fuel pump. i try to achive about 35 to 50 BAR and i am very close to have a good working, mine already worked until it got leaky. the mist was very fine, much much finer than in that video i post underneath. but lets hope someone can help. i ordered me some o rings for watch crown repairs they come from 0.6mm up to 2.4mm diameter, and i hope they might help
i try to attach a video, not sure if it works
( plunger type) and injector close to find hansens measurements but my plunger gets slightly leaky after some time . here a video of the injector with the leaky pump . u can only see the injecotr but i think with a tight pump i would have a lot better spray pattern as i saw a much better mist in the first few testes before the plunger got leaky.i heard mr hansen maybe used o rings on his pump but i cant proof that as he do not share a lot of information but his videos are a usefull source, there only i could see his water feed pump used a o ring as a seal. maybe this is the way to go for a tight fuel pump. i try to achive about 35 to 50 BAR and i am very close to have a good working, mine already worked until it got leaky. the mist was very fine, much much finer than in that video i post underneath. but lets hope someone can help. i ordered me some o rings for watch crown repairs they come from 0.6mm up to 2.4mm diameter, and i hope they might help
i try to attach a video, not sure if it works
Attachments

Last edited by a moderator:

") i was so happy because it took me about 100 hrs to get there with several injecotrs and pump prototypes.
i was so happy because it took me about 100 hrs to get there with several injecotrs and pump prototypes.































































