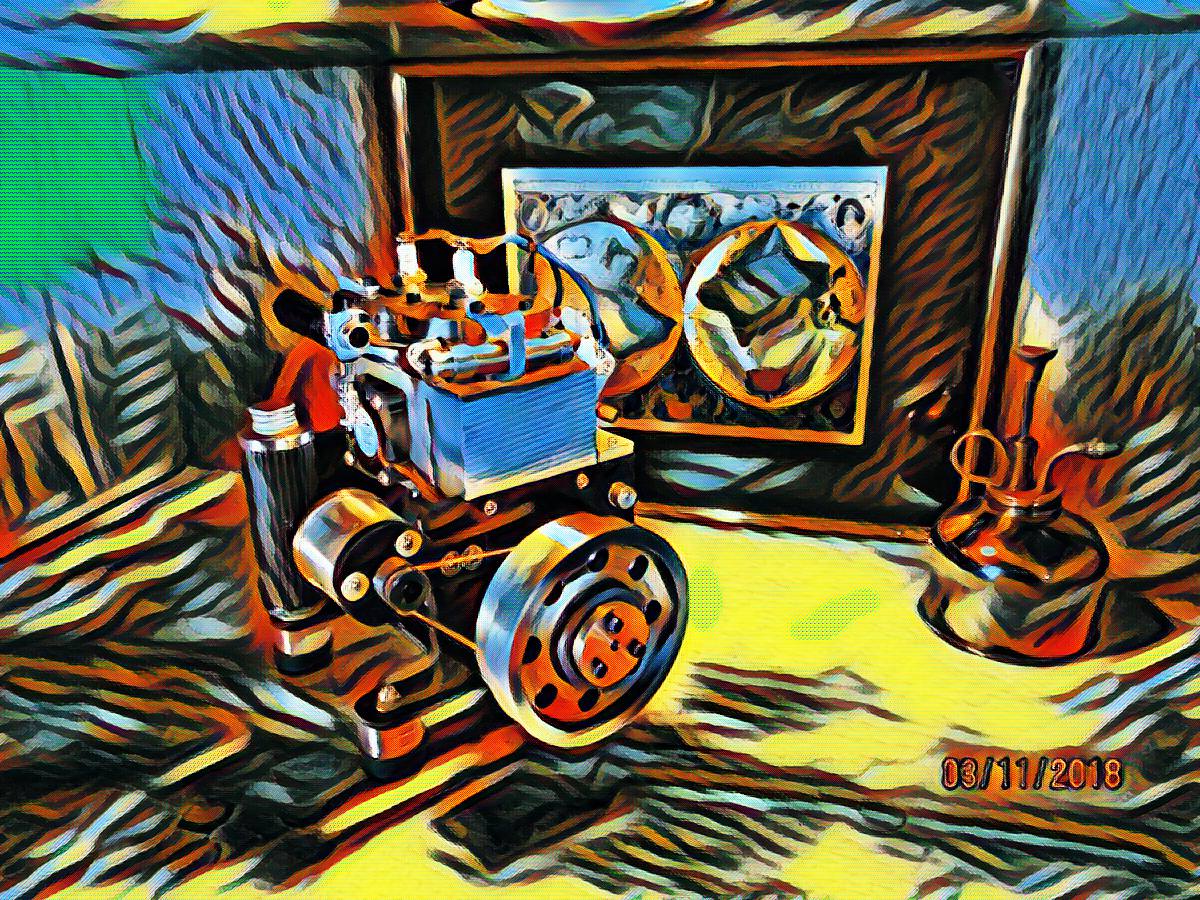
An air cooled, cross valve 360 Twin in the inventory now. Bigger pistons, heavy duty crankshaft, some cast iron and maybe a couple items you have not seen before. The Internal Breeze story starting this weekend.








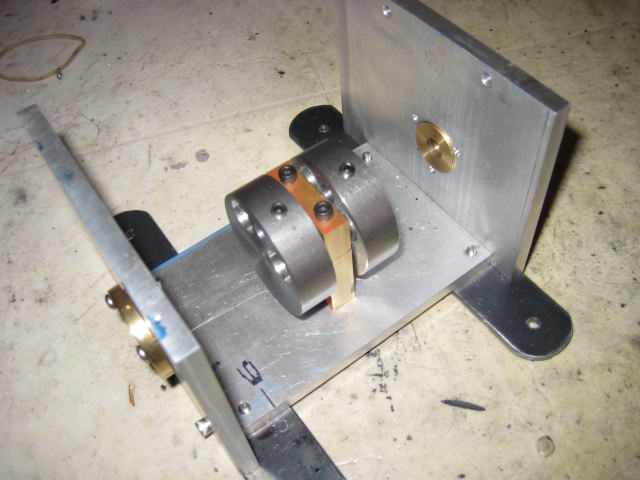



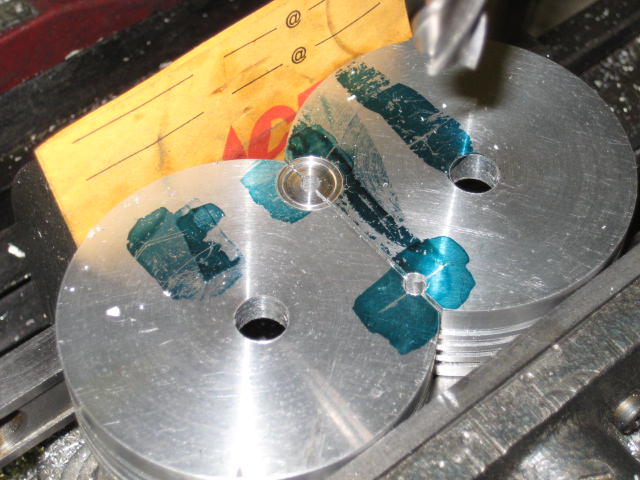
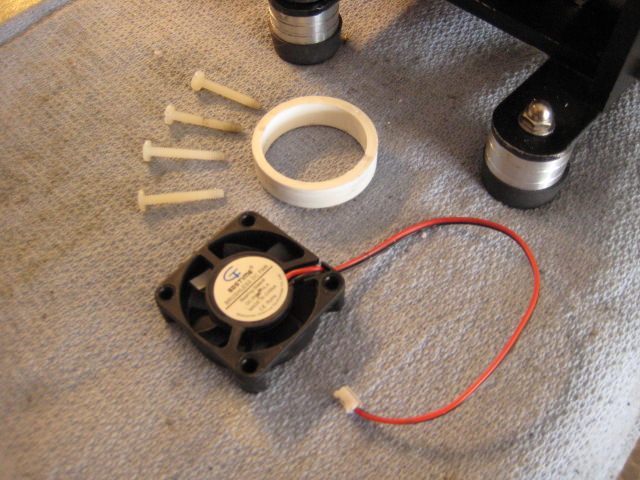
 They ended up at 1.7oz. each complete. Using plumbers O-rings.
They ended up at 1.7oz. each complete. Using plumbers O-rings.





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)































Enter your email address to join:















































