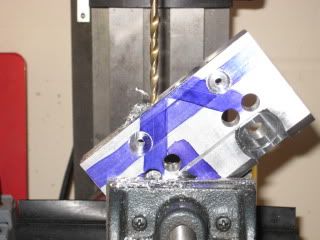
This was going to be my winter project.........my winter started late August!  I have a couple single cyl. I/C's and wanted to advance up to a muti-cyl. engine. 2 cylinders is a basic step, let me have at it! With ideas starting up, I went to Windows paint ( the poor mans CAD) and layed out a few basic 2D drawings. The GEMINI twin is the result.
I have a couple single cyl. I/C's and wanted to advance up to a muti-cyl. engine. 2 cylinders is a basic step, let me have at it! With ideas starting up, I went to Windows paint ( the poor mans CAD) and layed out a few basic 2D drawings. The GEMINI twin is the result.
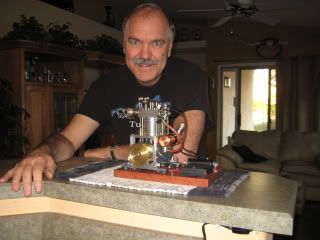
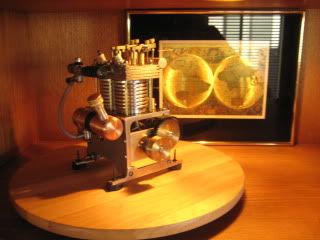 An open 360 crank design of 20 CC's its first run was Nov. 27th. Some disapointments in the journey. Along the way I had to remake the crank webs and cyl. head and I learned alittle bit more from the experiance. The GEMINI story starts this weekend.
An open 360 crank design of 20 CC's its first run was Nov. 27th. Some disapointments in the journey. Along the way I had to remake the crank webs and cyl. head and I learned alittle bit more from the experiance. The GEMINI story starts this weekend.
I have a couple single cyl. I/C's and wanted to advance up to a muti-cyl. engine. 2 cylinders is a basic step, let me have at it! With ideas starting up, I went to Windows paint ( the poor mans CAD) and layed out a few basic 2D drawings. The GEMINI twin is the result.






















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)