




- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
The face plate that came with my lathe is a huge 11" diameter, which is way too big for my needs, and the clampimg slots are to my mind not in a very convenient position.
Dave Bluechip gave us some 7" dia steel discs just the job for a face plate.
In my big for jaw chuck, face up, then bore for a nice neat fit on 72mm dia chuck register and a 20mm register for my rotary tabe, and tap the centre M10

Over onto the mill and using the PCD function drill and tap M8 for clamp screws.
No pics
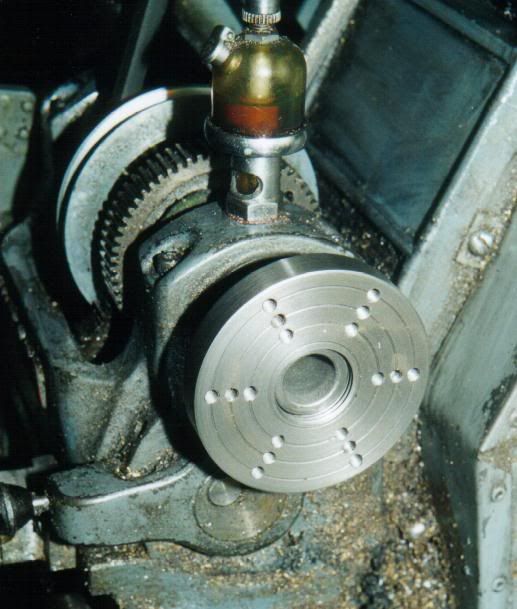
But this is a pic of the back showing the registers along with a M2 morse taper with a 20mm dia at the end this will fit in the RT with the 20mm protruding out the face plate will fit on this and be clamped to the table with three m6 cap screws that will fit through the M8 threads drilled into the face plate.
Hope that made sence

Then back onto the lathe for facing up and skiming the OD and putting guide rings every 10mm I also took the oportunity to put a nice 60deg chamfer into the mouth of the centre thread so that I can use a centre in the mill to get it onto the quill centre line.

This is it on my RT, it converts My RT from a 5" to a 7" and I can now transfer the face plate from the lathe with the job still in place over to my RT without losing concentricity and having the pain of clocking things up

I can alos put it on my RT using my chuck Rt adaptor plate.

OR indexer
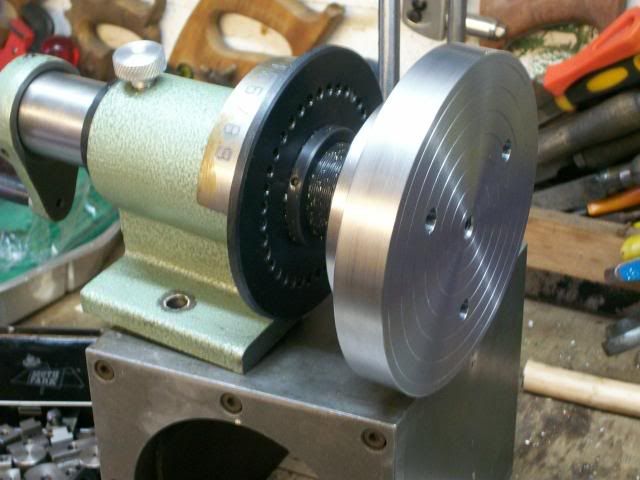
This is it with my big plate

I Havn't drilled the clamp holes in it yet as I want to get a Keats angle plate and a Myford style angle plate, and a want to get the holes positioned in the most convenient place.
Her it is with a small vice I want to be able to use on it and a small angle plate.


This face plate will be interchangeable with the rest of my tooling and will allow me to use a range of fixtures on it.
Have fun
Stew
Dave Bluechip gave us some 7" dia steel discs just the job for a face plate.
In my big for jaw chuck, face up, then bore for a nice neat fit on 72mm dia chuck register and a 20mm register for my rotary tabe, and tap the centre M10
Over onto the mill and using the PCD function drill and tap M8 for clamp screws.
No pics
But this is a pic of the back showing the registers along with a M2 morse taper with a 20mm dia at the end this will fit in the RT with the 20mm protruding out the face plate will fit on this and be clamped to the table with three m6 cap screws that will fit through the M8 threads drilled into the face plate.
Hope that made sence
Then back onto the lathe for facing up and skiming the OD and putting guide rings every 10mm I also took the oportunity to put a nice 60deg chamfer into the mouth of the centre thread so that I can use a centre in the mill to get it onto the quill centre line.
This is it on my RT, it converts My RT from a 5" to a 7" and I can now transfer the face plate from the lathe with the job still in place over to my RT without losing concentricity and having the pain of clocking things up
I can alos put it on my RT using my chuck Rt adaptor plate.
OR indexer
This is it with my big plate
I Havn't drilled the clamp holes in it yet as I want to get a Keats angle plate and a Myford style angle plate, and a want to get the holes positioned in the most convenient place.
Her it is with a small vice I want to be able to use on it and a small angle plate.
This face plate will be interchangeable with the rest of my tooling and will allow me to use a range of fixtures on it.
Have fun
Stew





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





![[The Haynes GM, Ford, Chrysler Engine Performance Manual: The Haynes Manual for Understanding, Planning and Building High-Performance Engines (Haynes Techbook)] [Author: Haynes, Max] [August, 2008]](https://m.media-amazon.com/images/I/51x6eyiUHhL._SL500_.jpg)


















![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)































