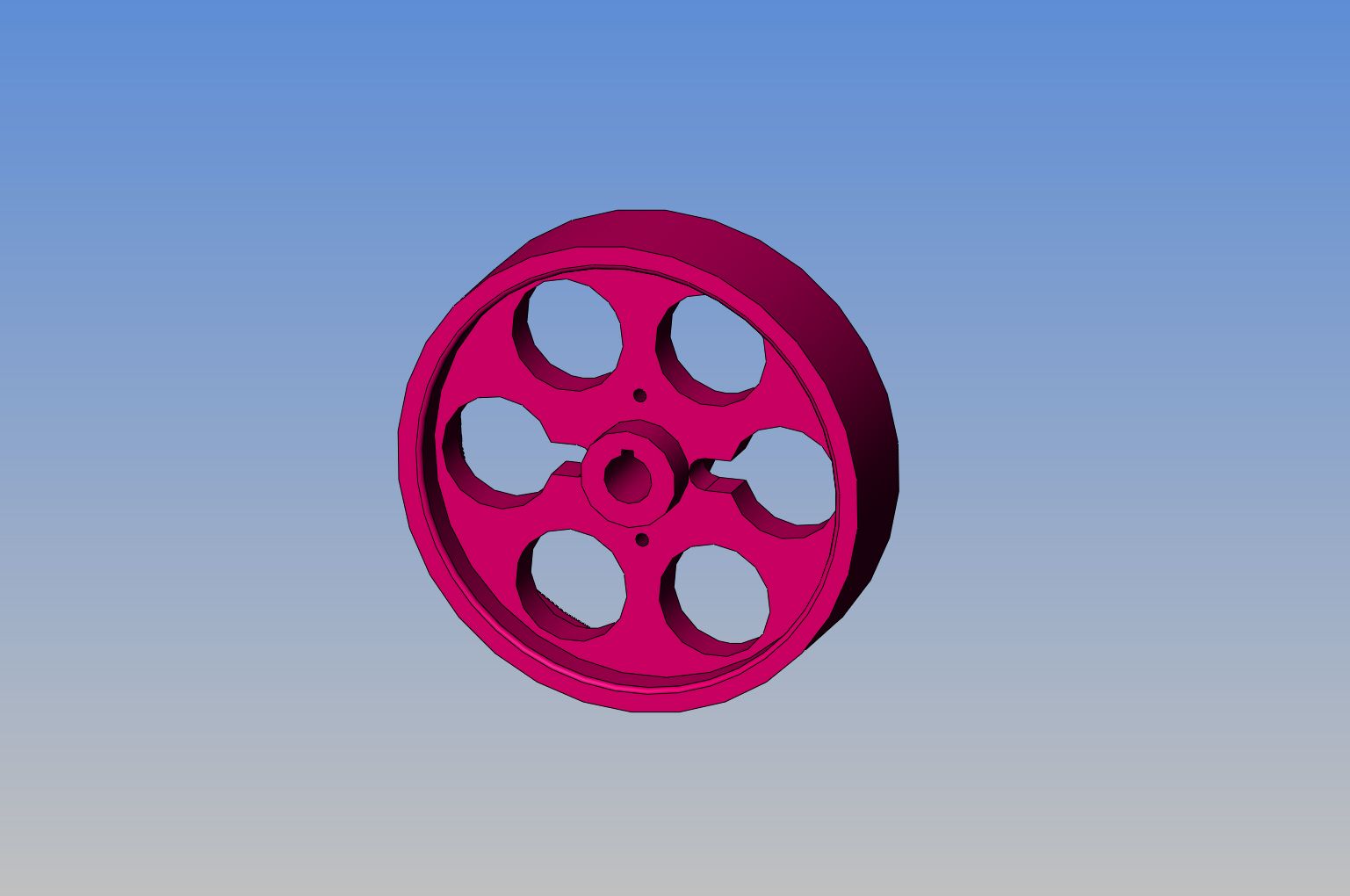
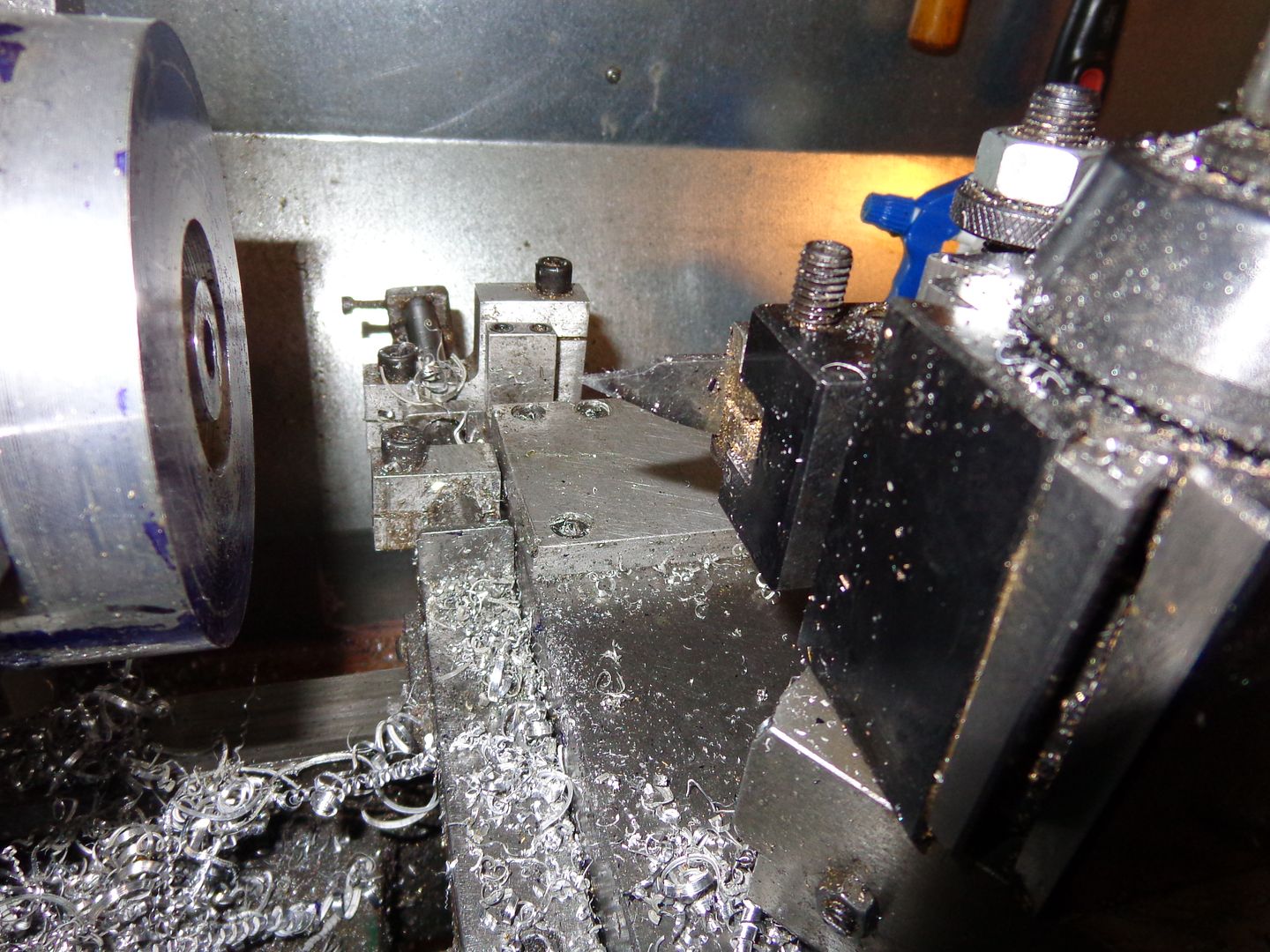
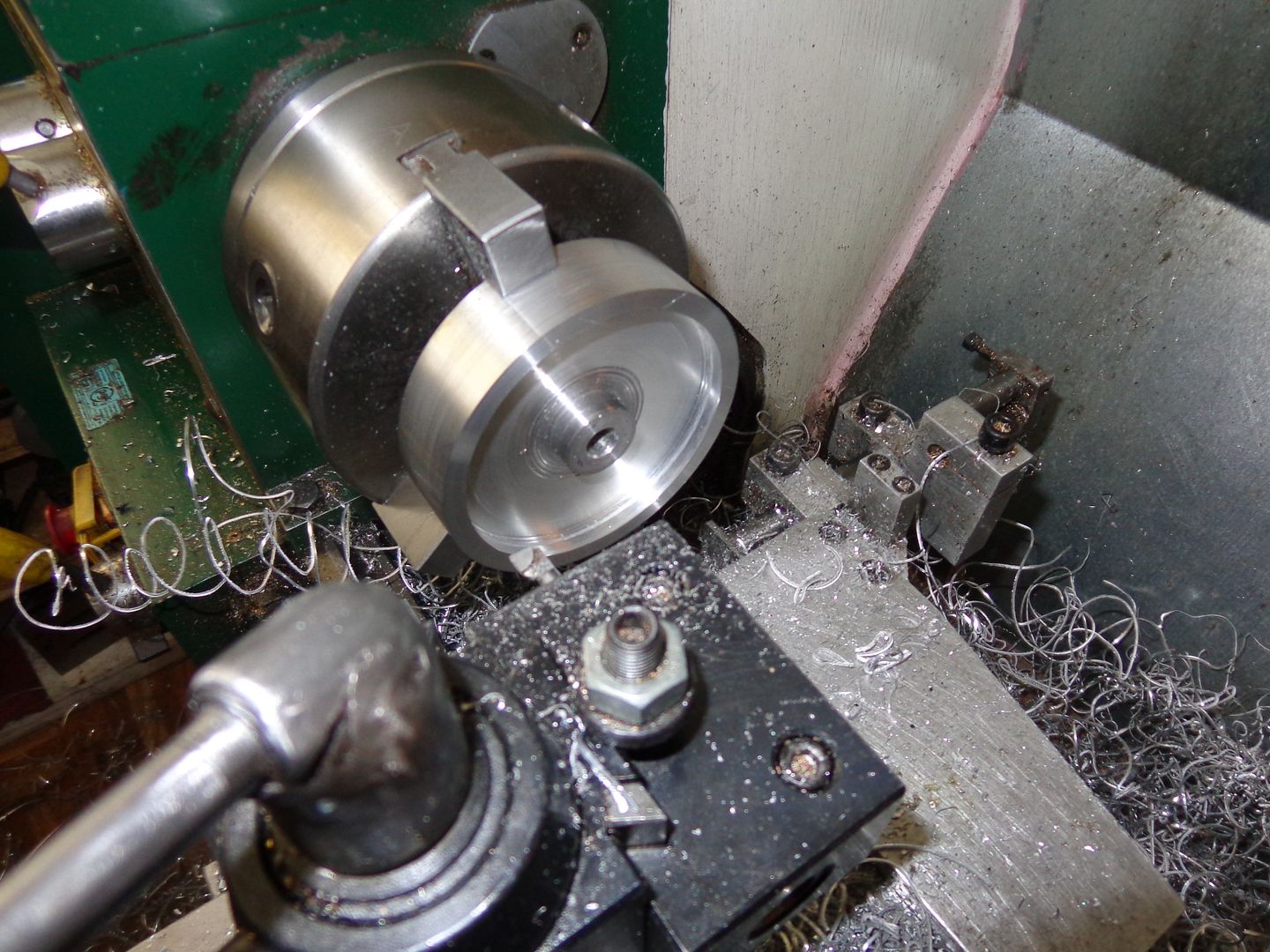
I need a quick tutorial on how to machine the recess into the face of my Odds and Ends flywheels. I have, up untill now, muddled my way thru countless flywheels using a parting off tool ground to a wicked taper and making a series of plunge cuts into the face of the rotating flywheel. (The parting off tool held at 90 degrees to how you would normally see it mounted.) This works---sort of. Its crude, its scary as Hell, and it leaves a dreadfull finish which must be sanded out to be even close to smooth. I could, I suppose mount the flywheel on my rotary table in the mill and using an endmill crank the rotary table around and around----But that hardly seems reasonable either. How do I, with the machinery I have, cut the recess in a better manner in my lathe? I am not set up to cut on the back side of my lathe or to mount tools upside down. The flywheel is aluminum. The recess is going to be 5/16" deep on both sides. Don't be alarmed that the outer rim looks thin--there is a section of heavy wall steel pipe getting Loctited to the o.d.---Any help would be appreciated.----Brian