Another question again, this time concerning threading inserts.
Has anyone any experience with them?
I do know a few things from a bit of research. For what we do, basically there are two sizes, 11 and 16, then 60 degree and 55 degree followed by right and left hand and maybe internal and external, or can they be used for each type of threading?
There are other sizes available plus many different shapes including Acme, but I am just interested in the basic ones above and proceed from there.
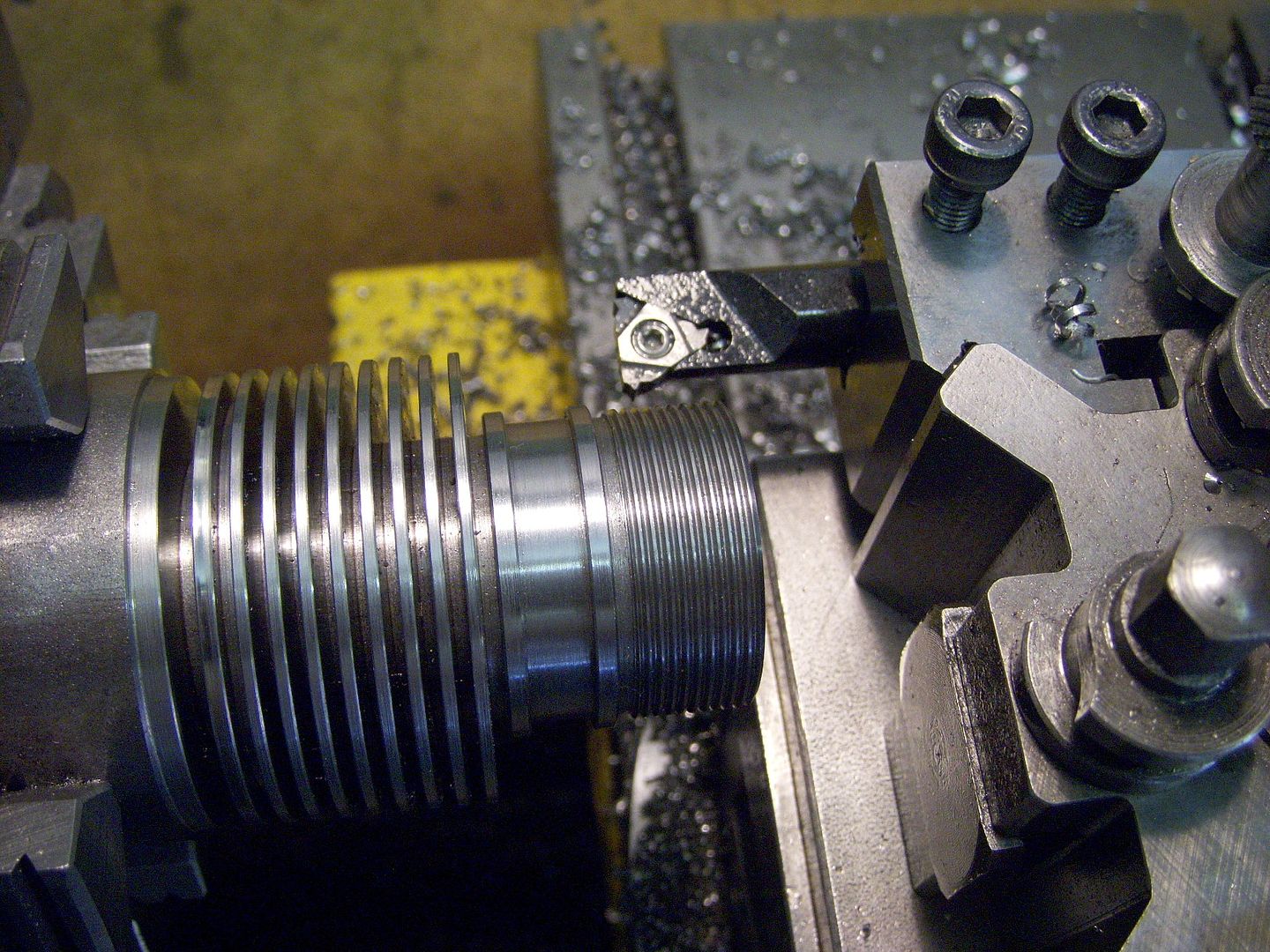
The sort of info I am after is how they are used, by the looks of the holders they are used by swinging your topslide over to half the angle, do they cut nicely profiled threads? Are they robust or is it changing to a new tip after each main job?
There is a reason for this, it is getting much more difficult for me to sharpen cutters, I can't do it by hand any more and even grinding using my surface grinder has become a large chore, if I can get away with just dropping in a pre made tip, it will help me no end in the future. In fact, I already use a lot of tipped tooling and getting good results, if these will be acceptable, then it will be the icing on the cake.
I have got my milling cutters sorted, it is just lathe tooling now, and I will modify or make a new swing up tool to take any holders that I start to use for threading.
Thanks in anticipation.
John
Has anyone any experience with them?
I do know a few things from a bit of research. For what we do, basically there are two sizes, 11 and 16, then 60 degree and 55 degree followed by right and left hand and maybe internal and external, or can they be used for each type of threading?
There are other sizes available plus many different shapes including Acme, but I am just interested in the basic ones above and proceed from there.
The sort of info I am after is how they are used, by the looks of the holders they are used by swinging your topslide over to half the angle, do they cut nicely profiled threads? Are they robust or is it changing to a new tip after each main job?
There is a reason for this, it is getting much more difficult for me to sharpen cutters, I can't do it by hand any more and even grinding using my surface grinder has become a large chore, if I can get away with just dropping in a pre made tip, it will help me no end in the future. In fact, I already use a lot of tipped tooling and getting good results, if these will be acceptable, then it will be the icing on the cake.
I have got my milling cutters sorted, it is just lathe tooling now, and I will modify or make a new swing up tool to take any holders that I start to use for threading.
Thanks in anticipation.
John