ninefinger
Well-Known Member
Hi all,
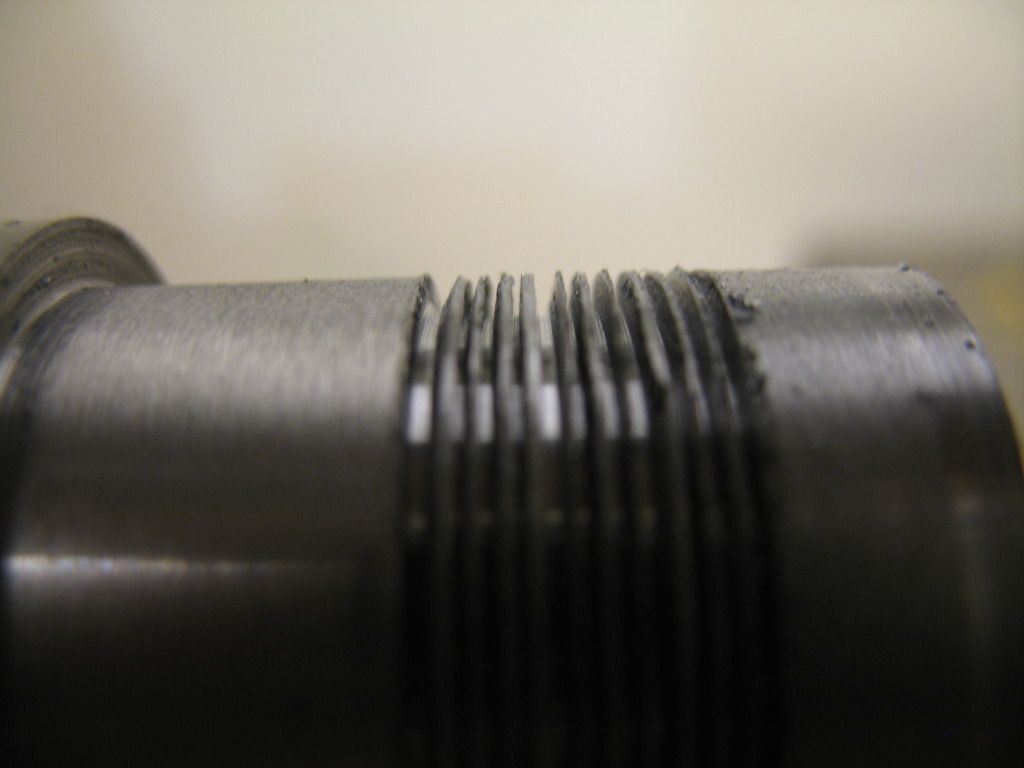
Now that I built myself a carriage stop to help with fin spacing I decided to have a go at cutting some fins of the same spacing and depth as called for in my engine build. They are rather thin and closely spaced (0.3mm thick, 0.6mm gap) which translates to ~ 0.012" thick fins and a groove of ~0.024" with a depth of 1.5mm (0.060"). I've broken a number of home ground grooving tools that were between 0.5 and 0.6mm thick (made from HSS). Is there a trick I am missing in cutting the grooves or am I just thick in the head? There seems to come a point where chatter starts just as I'm getting to my desired depth and then trying to finish the cut can ruin the tool.
The material is 4140 steel ~ 1" diameter (25mm).
Suggestions on cutter shape / geometry and material is welcome as well as technique, surface speeds, etc.
Here is a picture of some practice fins cut but not to proper depth...at least the spacing is working right (if you ignore the right most groove)!

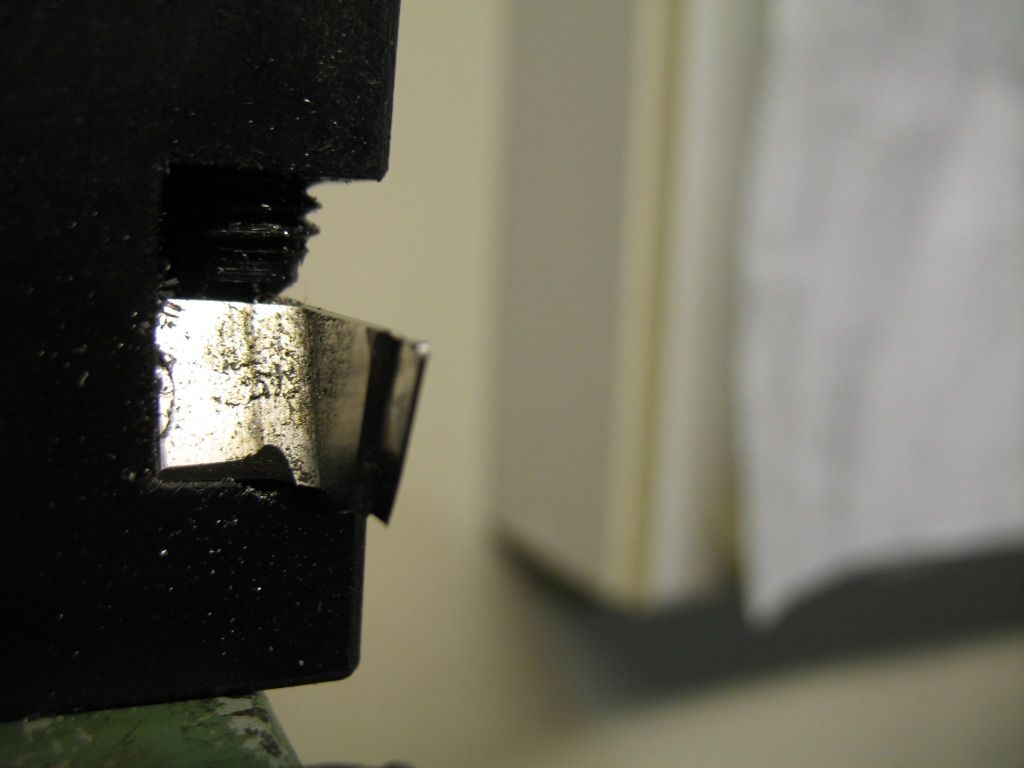
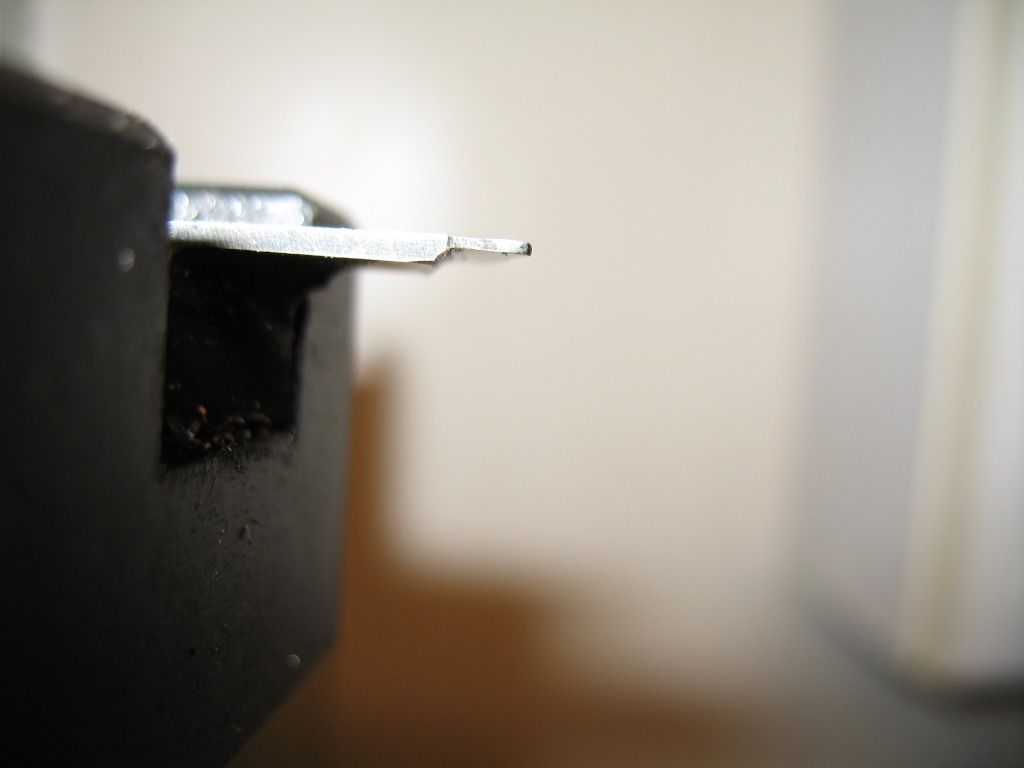
and a couple of shots of the cutter - now with a rounded tip due to breakage - it was sharp before...
Mike
Now that I built myself a carriage stop to help with fin spacing I decided to have a go at cutting some fins of the same spacing and depth as called for in my engine build. They are rather thin and closely spaced (0.3mm thick, 0.6mm gap) which translates to ~ 0.012" thick fins and a groove of ~0.024" with a depth of 1.5mm (0.060"). I've broken a number of home ground grooving tools that were between 0.5 and 0.6mm thick (made from HSS). Is there a trick I am missing in cutting the grooves or am I just thick in the head? There seems to come a point where chatter starts just as I'm getting to my desired depth and then trying to finish the cut can ruin the tool.
The material is 4140 steel ~ 1" diameter (25mm).
Suggestions on cutter shape / geometry and material is welcome as well as technique, surface speeds, etc.
Here is a picture of some practice fins cut but not to proper depth...at least the spacing is working right (if you ignore the right most groove)!
and a couple of shots of the cutter - now with a rounded tip due to breakage - it was sharp before...
Mike