- Joined
- Jan 19, 2010
- Messages
- 1,193
- Reaction score
- 41
This is something I have been searching endlesly for on the internet and cannot find a straightforward asnwer.
I have one of those commonly made chineese mill/drills. Mine is 2hp with a range of speeds from 120-2500. I have the standard size end mills from 1/8 - 3/4, I cut both aluminum and steel, sometimes brass, wood and acetal. I usually run most end mills at 1200rpm.
The charts I found are all formulas, although I do understand these, they dont seem to apply to me. To many other variables, like feed rate. (This I can do by feel).
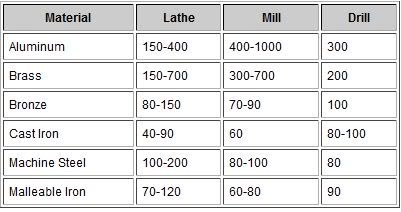
So, Does anybody have a speed chart they use for general range of speeds for various size end mills and materials???
I also have a boring bar and a face mill, What speeds are these supposed to be run at?
kel
I have one of those commonly made chineese mill/drills. Mine is 2hp with a range of speeds from 120-2500. I have the standard size end mills from 1/8 - 3/4, I cut both aluminum and steel, sometimes brass, wood and acetal. I usually run most end mills at 1200rpm.
The charts I found are all formulas, although I do understand these, they dont seem to apply to me. To many other variables, like feed rate. (This I can do by feel).
So, Does anybody have a speed chart they use for general range of speeds for various size end mills and materials???
I also have a boring bar and a face mill, What speeds are these supposed to be run at?
kel