I had Guy post these instructions, because for some reason it does mot work for me. Remember the drawing for the chime whistle came out all blurry?
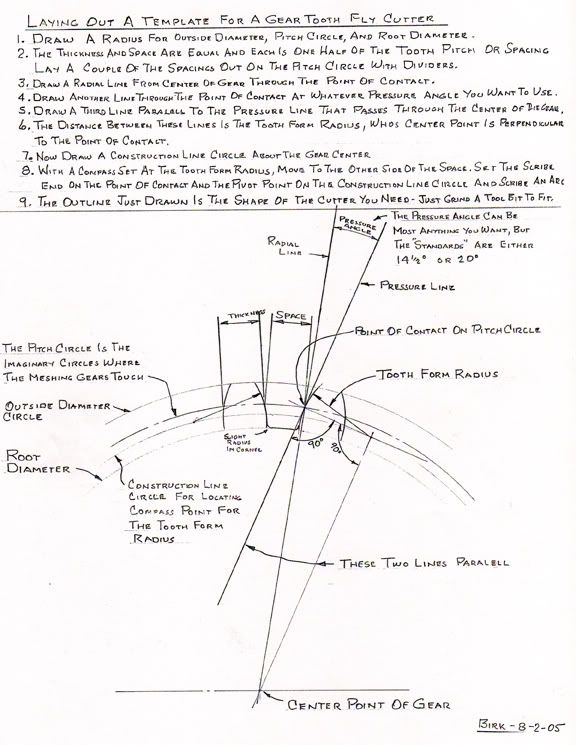
I have been using this method of developing gear cutters for quite a number of years. A while ago a couple friends inquired how it was done so I made up the instruction sheet. The radius curve developed is very close to an involute curve for the short distance it travels. When making the layout I use good quality drafting instruments, with hard sharp leads, and a needle sharp point on the compass. Most always I make the layout double scale because it is easier to draw it larger. Then I make half size copy on the copy machine to work from. That also cuts any error made in layout in half. Just the width if a line can make a difference. The grinding of the cutter bits is a trial and error operation. That is grind a little bit and lay it on the outline to see where more needs to be ground off. Grind an check, grind and check. When you grind it all away, grab another tool bit blank and start over. Hopefully that will not happen though.
While we are on the subject, If you make your own single tooth holder (fly cutter) machine one side of the slot that holds the tool bit on a radial centerline. If you center the slot on the centerline, then the leading edge of the bit will have a negative rake, and negative rakes do not cut as well.
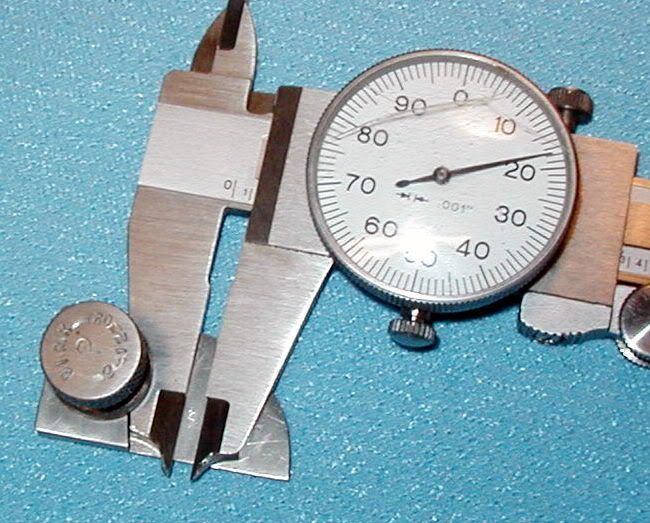
It is a good idea to check the tooth thickness at the pitch line. It it is too thin the gears just rattle a little, but if they are too thick they will not mesh. To do this I made an attachment to fit on my calipers, that is set to the addendem, with help of the depth rod of another caliper. So many of the gears that I work with are so small I had to grind the caliper points to fit down in between the teeth. Calipers are so inexpensive that I just dedicated one to being a gear gage.
As with all problems there is usually more than one solution. In his books on building geared model logging locomotives, Kozo Hiraoka describes some unique ways of making gear cutters. Smart Flix rents a video showing how to make and use a gear cutting hob that looks kind of fun. Then as a last resort, you might consider using commercial gear cutters. Of course that takes the challenge out of it.
Birk