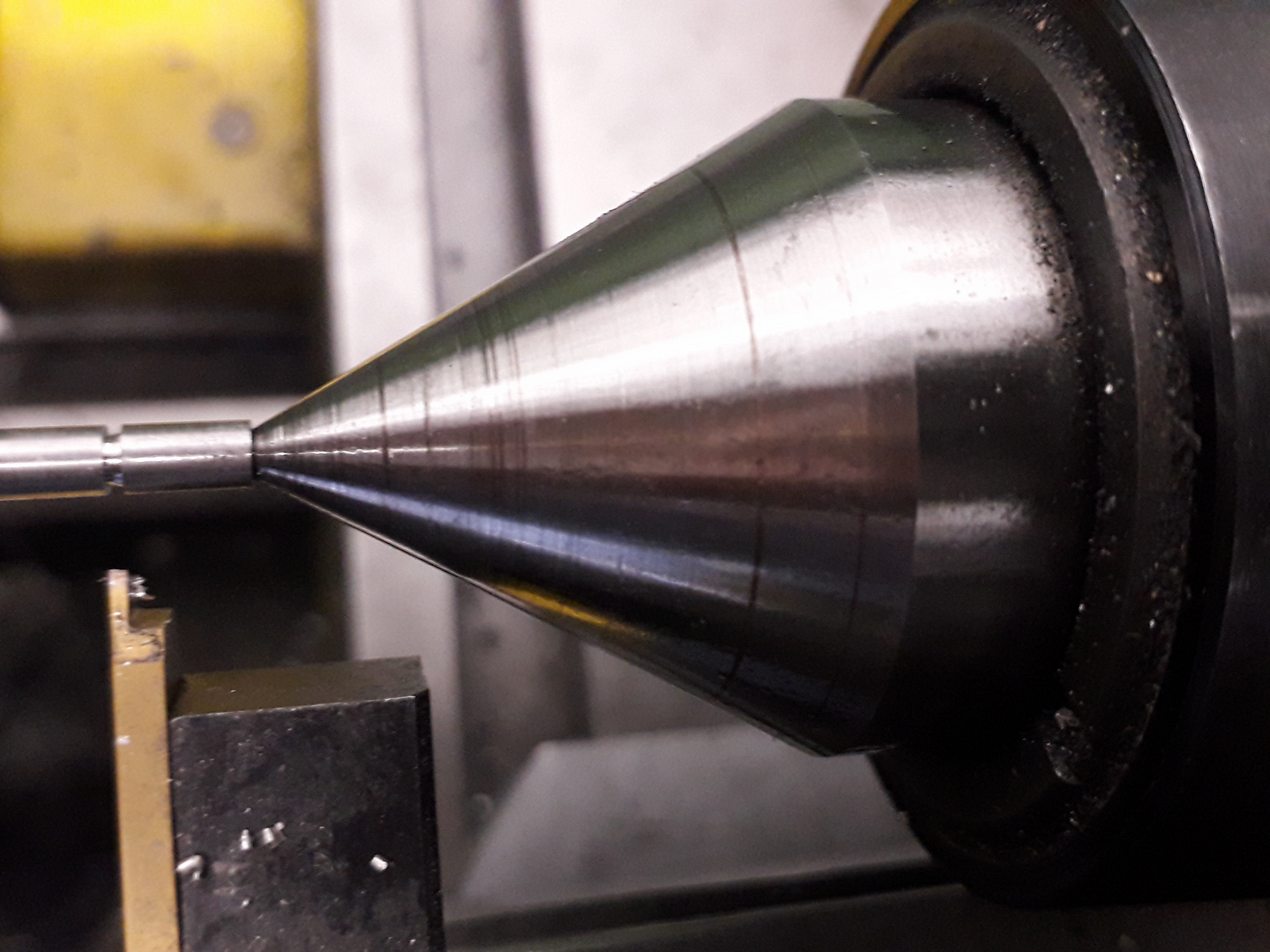
On all of the i.c. engines I have ever made, I have turned the valves from a single piece of cold rolled steel. This works, but there is a difficulty. The valve stems are only 1/8" diameter. My lathe has a very wide saddle which makes it almost impossible to run a live center in the tailstock to support the end of the material which isn't in the chuck. The head of my valves is 3/8", but a stem of only 1/8" deflects away from the cutting tool. To avoid a lot of deflection I turn the valve down to size in three steps, each 1/3 the length of the finished stem length. This method works, but it is very butt clenching, because if you turn the stem undersize the valve is ruined so you have to start over. As my designs evolve, the stems keep getting longer and longer, and things get more and more difficult as you can see in the previous post. Tomorrow I think I will try a different approach. I will use 1/8" round cold rolled steel as the valve stem (which requires no machining). I will silver solder a piece of 3/8" cold rolled steel to the end of the stem, then turn it to the required angle. I haven't done this before, but if it works well for me, I may make any future valves two piece.