Sshire
Well-Known Member
- Joined
- Jun 29, 2011
- Messages
- 935
- Reaction score
- 267
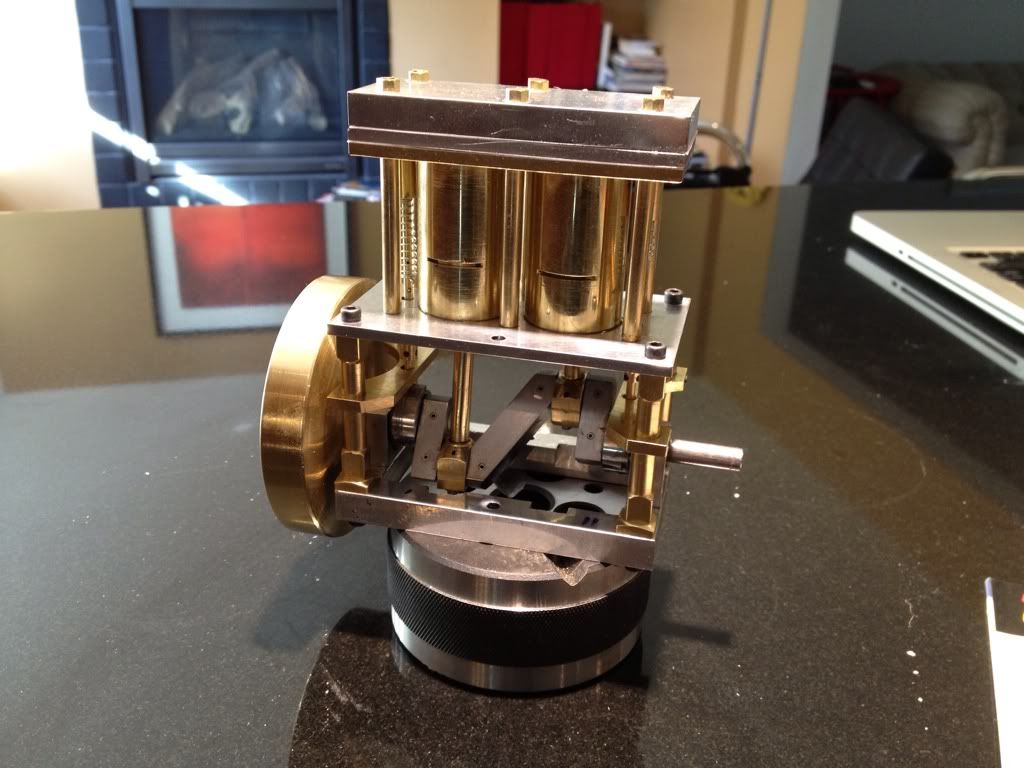
Any suggestions are welcome.
1. Engine turns smoothly by hand. No binding.
2. I've fixed all air leaks.
3. Cam position is correct according to Elmer's instructions
4. Timing is correct. When each piston is just beyond TDC the valve opens.
5. When the piston is at the BDC the valve trips and I can feel air exhausting from the correct exhaust port.
6. Used my usual airbrush compressor but it won't get above 10 pounds (when it's running the Grasshopper, I can adjust it to 25-30 pounds.
7. Went to the "big" compressor plenty of pressure but by the time I get it above 30 pounds, the hose blows off the engine.
Confused in Philadelphia
Stan
1. Engine turns smoothly by hand. No binding.
2. I've fixed all air leaks.
3. Cam position is correct according to Elmer's instructions
4. Timing is correct. When each piston is just beyond TDC the valve opens.
5. When the piston is at the BDC the valve trips and I can feel air exhausting from the correct exhaust port.
6. Used my usual airbrush compressor but it won't get above 10 pounds (when it's running the Grasshopper, I can adjust it to 25-30 pounds.
7. Went to the "big" compressor plenty of pressure but by the time I get it above 30 pounds, the hose blows off the engine.
Confused in Philadelphia
Stan