




This is going to be a long story with pictures if I get it written and posted. At my favorite restaurant for lunch last week and the owner came over and asked if I would make a bushing for him. Since nothing is simpler than that, he took me to the kitchen to see the problem. He bought a new beater for his commercial mixer and the small end was only 3/4" and his machine is 7/8". He decided to fix it himself but the closest bit he had was 1" so he pushed that through. Needless to say, the hole was neither round nor straight and considerably bigger than 1" at the bottom.
The beater fits on a stepped shaft with the upper part a nominal 1.1" and the lower end 7/8". Nothing critical in fit and very low speed but I did a lot of pondering before I started. Since the bottom was now bigger than the top it would have to bored from the bottom. I first made a dummy shaft the same size as the mixer shaft and used that to center it on top of the compound. The id of the top portion was the only thing I had to work to. Here it sits on the dummy shaft with packing and feeler gauge to measure the depth of saddle I had to make to clamp it to the compound.
Once it was clamped down, I put my boring head in the lathe headstock. The only long 1/2" boring bar I have was way too long but had to do. The only bits I have for that bar are solid carbide threading bits so I had to grind one to work to a square shoulder. Here is the boring setup.

Many, many .005" passes at very low speed and very slow feed I got a .1.125 round hole with a shoulder at the bottom of the 1.1" diameter.
Making the bushing was easy and I made it oversize for a really tight press fit (don't want bushings in the cake mix) and the inside 13/16". I used 3/8" all thread to pull the bushing in like this.

The next step was to make a bushing for a tight fit in the 1.1" diameter with a reamed 3/4" center hole. I worked a 7/8" reamer in through the wires and through the bushing, then stuck the end of the bushing in the lathe chuck and used the handwheel to push the whole thing against the reamer with the beater just floating on the guide bushing
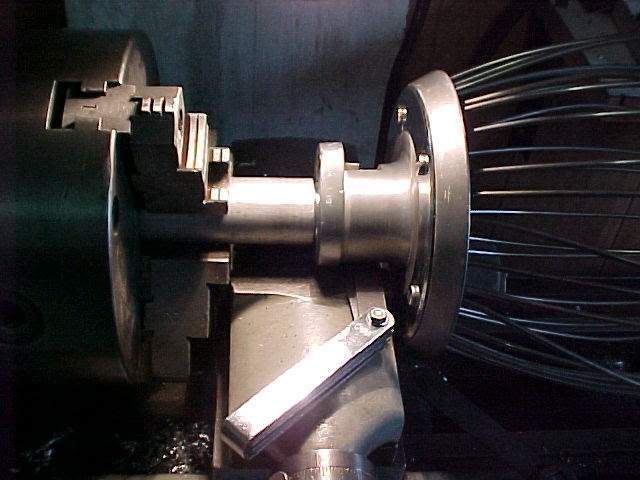
Here is the finished job with the dummy shaft in place to show that everything came out concentric and in line.

I won't say how many hours to do it but in case you are wondering if it was justified, he paid $550.00 for the beater from Hobart.
The beater fits on a stepped shaft with the upper part a nominal 1.1" and the lower end 7/8". Nothing critical in fit and very low speed but I did a lot of pondering before I started. Since the bottom was now bigger than the top it would have to bored from the bottom. I first made a dummy shaft the same size as the mixer shaft and used that to center it on top of the compound. The id of the top portion was the only thing I had to work to. Here it sits on the dummy shaft with packing and feeler gauge to measure the depth of saddle I had to make to clamp it to the compound.
Once it was clamped down, I put my boring head in the lathe headstock. The only long 1/2" boring bar I have was way too long but had to do. The only bits I have for that bar are solid carbide threading bits so I had to grind one to work to a square shoulder. Here is the boring setup.
Many, many .005" passes at very low speed and very slow feed I got a .1.125 round hole with a shoulder at the bottom of the 1.1" diameter.
Making the bushing was easy and I made it oversize for a really tight press fit (don't want bushings in the cake mix) and the inside 13/16". I used 3/8" all thread to pull the bushing in like this.
The next step was to make a bushing for a tight fit in the 1.1" diameter with a reamed 3/4" center hole. I worked a 7/8" reamer in through the wires and through the bushing, then stuck the end of the bushing in the lathe chuck and used the handwheel to push the whole thing against the reamer with the beater just floating on the guide bushing
Here is the finished job with the dummy shaft in place to show that everything came out concentric and in line.
I won't say how many hours to do it but in case you are wondering if it was justified, he paid $550.00 for the beater from Hobart.
")