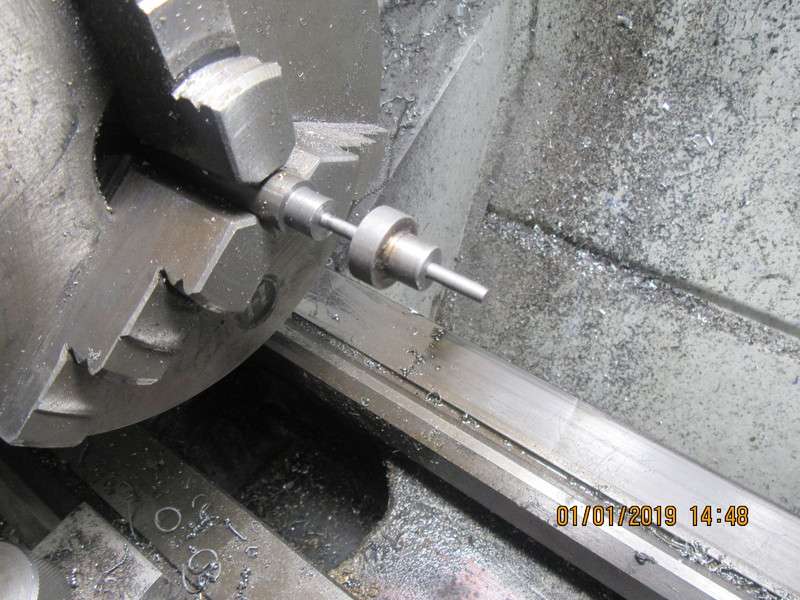
Now we get to the last third of the valve stem. Very much the same as the previous two steps, but when you get down to 0.135" diameter over the full length there is one more thing to do. we have left 0.010" oversize on the full length of the stem. Now you could work it down the rest of the way with 200 grit carborundum cloth, but it would take an awful lot of polishing. I prefer to back the cutting tool all the way out past the end of the valve stem and advance it .002", then take two or three cuts full length at that setting. Then advance it another .002" and take two or three full length cuts at that setting. Measure the portion of stem closest to the chuck, and you should be down to about 0.127". Don't measure out at the unsupported end, because it will have deflected away from the cutter and will give a false reading. And remember--measure very carefully. If we go below 0.125", we have ruined the part. Now is the time to very carefully start polishing with your carborundum paper--and remember--the part will be larger at the unsupported end than the other end. Work the part down and keep trying to slip your test piece with the reamed hole in it over the valve stem. This is a rather ticklish business, and best learned by experience. Just be sure to shut the lathe off and check frequently with your test piece. You don't want to end up with the stem undersize. once you have reached a point where your test piece will slide all the way, you are ready for the next step.