Greetings all, I'm a new member but I'm sure I'll be around for a long time.
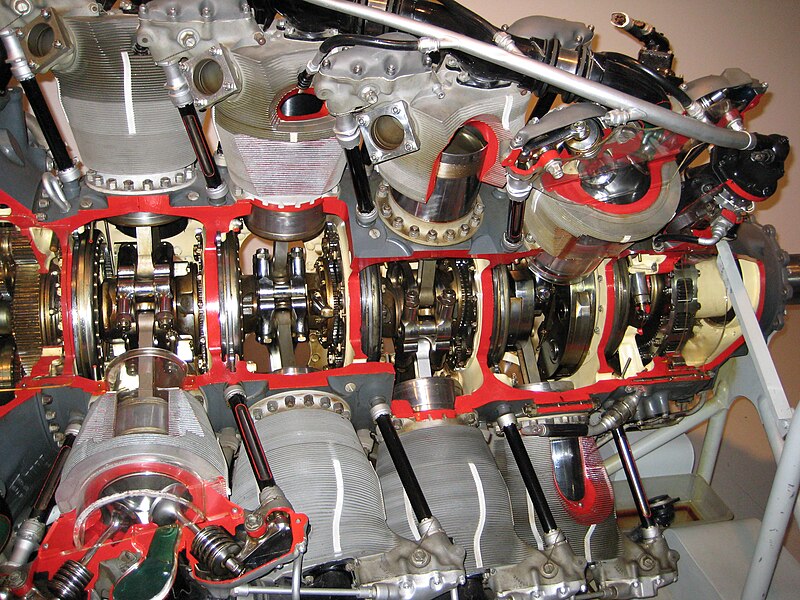
I am presently without a workshop and a little rusty on machining skills, but my CAD skills are rather fantastic, and I have been putting them to use in a new scale model engine design. The engine I am scaling as a very interesting crankshaft which has three gears attached to it in locations where they can't simply be slipped on. The full scale version solves this by piecing together two halves of the gear over the crankshaft into one full gear. I am not privy to the method which they managed to reattach it.
In trying to determine how I would be able to do this at about 1/6th scale, I can only devise two methods. One would be to simply machine the gears in as part of the one piece crankshaft, but I have no experience with cutting gear teeth... the other method would involve splitting two identical gears in such a way that they have a tongue and groove to rejoin them, with a press fit pin going through the join. Two gears would have to be used, due to material removal while cutting it in half, removing too much of a tooth to maintain a consistent gear when rejoined. The cuts on each half would be offset to get a true half, taking into account the cutting blade/bit.
Can anyone think of another way of accomplishing this tricky task? I am sure there are ideas that I have missed, either in cutting or in rejoining...and as these are the gears that drive the cams, I am keen on ensuring they are quite accurate.
I am presently without a workshop and a little rusty on machining skills, but my CAD skills are rather fantastic, and I have been putting them to use in a new scale model engine design. The engine I am scaling as a very interesting crankshaft which has three gears attached to it in locations where they can't simply be slipped on. The full scale version solves this by piecing together two halves of the gear over the crankshaft into one full gear. I am not privy to the method which they managed to reattach it.
In trying to determine how I would be able to do this at about 1/6th scale, I can only devise two methods. One would be to simply machine the gears in as part of the one piece crankshaft, but I have no experience with cutting gear teeth... the other method would involve splitting two identical gears in such a way that they have a tongue and groove to rejoin them, with a press fit pin going through the join. Two gears would have to be used, due to material removal while cutting it in half, removing too much of a tooth to maintain a consistent gear when rejoined. The cuts on each half would be offset to get a true half, taking into account the cutting blade/bit.
Can anyone think of another way of accomplishing this tricky task? I am sure there are ideas that I have missed, either in cutting or in rejoining...and as these are the gears that drive the cams, I am keen on ensuring they are quite accurate.