




Ken Brunskill
Well-Known Member
This thread via the suggestion of Dave Sage;
I bought a set of Atkinson Differential plans from Dave Perralt, and proceeded to draw them up in Solidworks, for two reasons, the primary reason was to learn the Solidworks program, the second was to understand the design, and do a check of the plans. I will say that his design was very good, I found only one error, which I pointed out and was thanked for catching that. I have built other models from plans and found his to be the best I've encountered.
Being a Tool Designer and Mechanical Manufacturing Engineer, I probably am a bit picky - hats off to Dave Perralt! Having read Dave Sage's thread, and seeing all the problem he and others have had with designs & their errors, as well as not getting their model to operate, I am hoping that this model will not be in the same category. Mr Perrault has an operating model built from this design, I hope I can have another.
So with that said here goes in somewhat chronological order: (Have not been taking a lot of photos, or following HMEM all that faithfully - actually don't care to spend much time surfing or posting - will try to do better if people are interested.)
The photo 'Christmas Present from Son.jpg Was some what of a joke for our nurse son, who has zero idea of what is involved in making anything, I said "watch this space'".
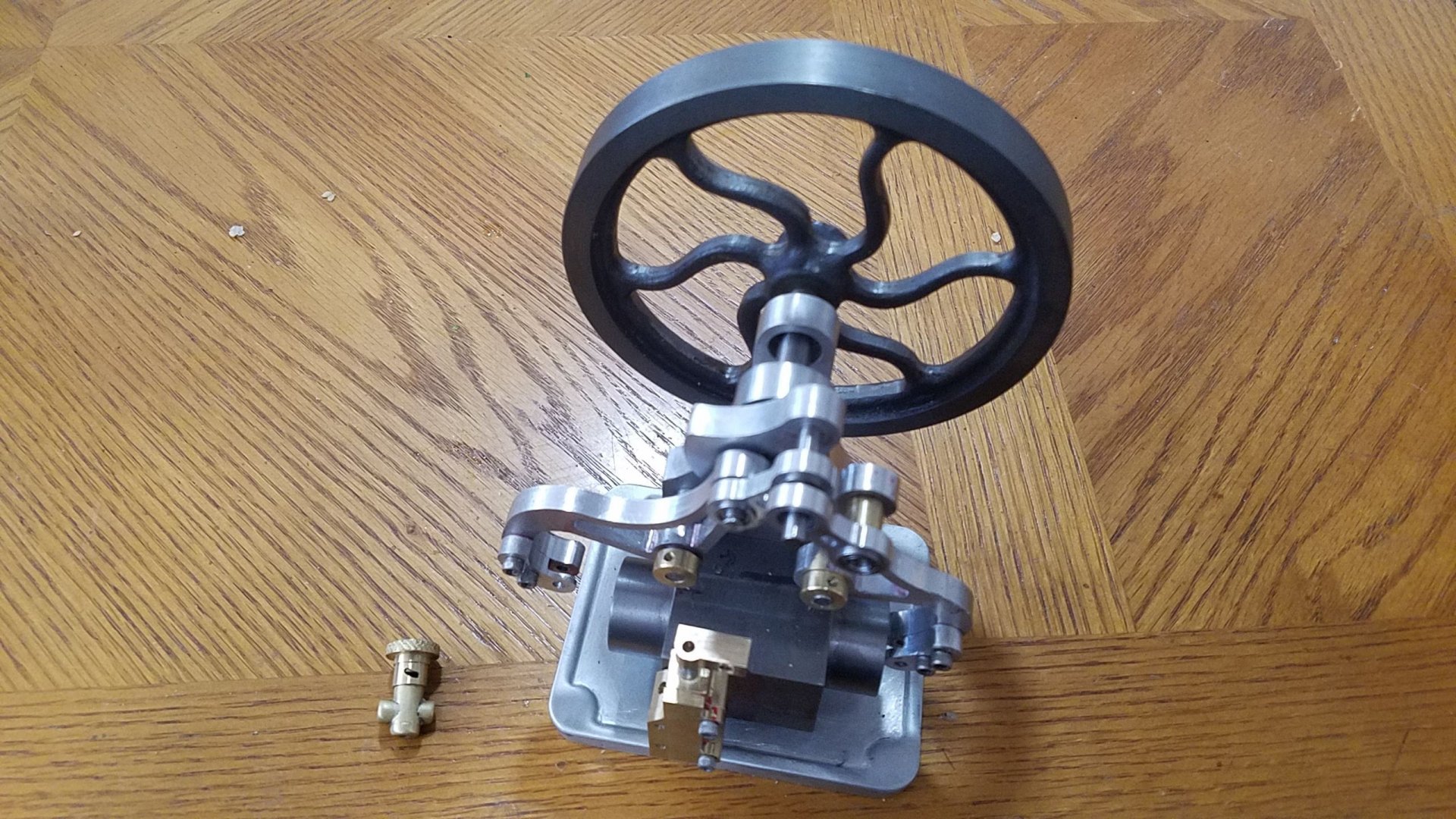
The photo 'Base-Frame-Flywheel-Cylinder.jpg ' was the 2nd photo to him, It shows the Base, Vertical Frame & Purchased Fly Wheel.
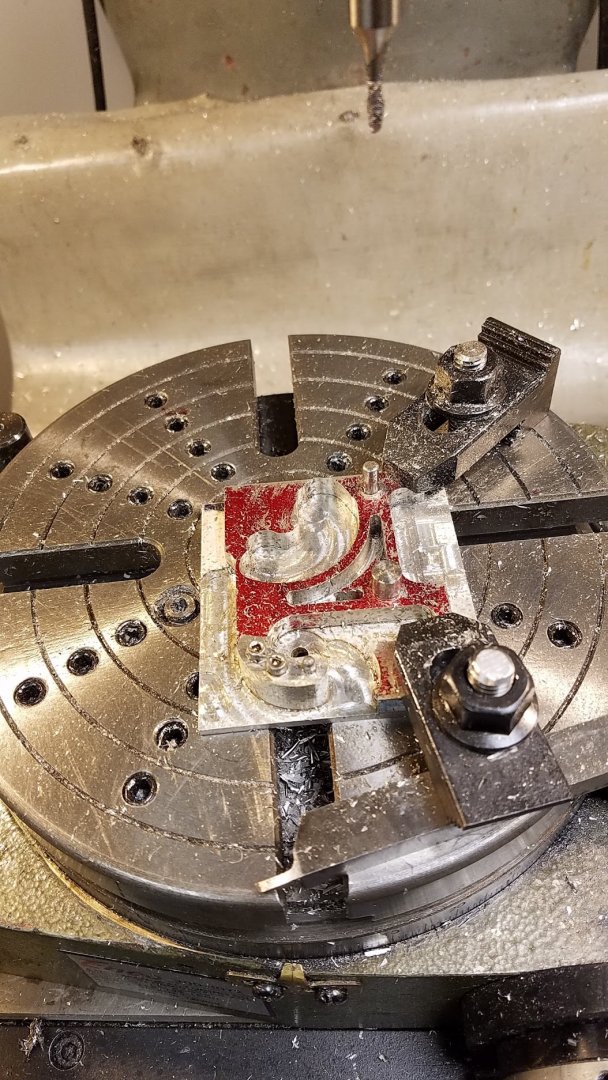
The photo 'Machining Left Arm.jpg ' is the set up for machining the Left Arm, yep no CAD-CAM equipment in this old mans shop.
The photo 'Mid April Progress.jpg' was take mid April to show my kids and friends what I am doing to stave off 'Cabin Fever'
The photo 'Partially complete Atkinson Differential.jpg" was for the record to show our son and family what that block of Cast Iron i.e., Christmas Present has become.
I am now awaiting some Aluminum Round and Brass Hex Bar stock, so I can fabricate the pistons, and Hex screws, one of my friends at the BAEM is going to provide the ignition components. In the meantime I'll build the gas and water tanks. Then hopefully this Covid-19 will allow me to visit my friend in his Sr Living's nice wood shop to make the box to house this whole thing.
St that's where it stands at the moment.
I bought a set of Atkinson Differential plans from Dave Perralt, and proceeded to draw them up in Solidworks, for two reasons, the primary reason was to learn the Solidworks program, the second was to understand the design, and do a check of the plans. I will say that his design was very good, I found only one error, which I pointed out and was thanked for catching that. I have built other models from plans and found his to be the best I've encountered.
Being a Tool Designer and Mechanical Manufacturing Engineer, I probably am a bit picky - hats off to Dave Perralt! Having read Dave Sage's thread, and seeing all the problem he and others have had with designs & their errors, as well as not getting their model to operate, I am hoping that this model will not be in the same category. Mr Perrault has an operating model built from this design, I hope I can have another.
So with that said here goes in somewhat chronological order: (Have not been taking a lot of photos, or following HMEM all that faithfully - actually don't care to spend much time surfing or posting - will try to do better if people are interested.)
The photo 'Christmas Present from Son.jpg Was some what of a joke for our nurse son, who has zero idea of what is involved in making anything, I said "watch this space'".
The photo 'Base-Frame-Flywheel-Cylinder.jpg ' was the 2nd photo to him, It shows the Base, Vertical Frame & Purchased Fly Wheel.
The photo 'Machining Left Arm.jpg ' is the set up for machining the Left Arm, yep no CAD-CAM equipment in this old mans shop.
The photo 'Mid April Progress.jpg' was take mid April to show my kids and friends what I am doing to stave off 'Cabin Fever'
The photo 'Partially complete Atkinson Differential.jpg" was for the record to show our son and family what that block of Cast Iron i.e., Christmas Present has become.
I am now awaiting some Aluminum Round and Brass Hex Bar stock, so I can fabricate the pistons, and Hex screws, one of my friends at the BAEM is going to provide the ignition components. In the meantime I'll build the gas and water tanks. Then hopefully this Covid-19 will allow me to visit my friend in his Sr Living's nice wood shop to make the box to house this whole thing.
St that's where it stands at the moment.



 I have to question whether the compression might be improved from his two .062" T X .050" W rings (remember this is working), by using three (3) .031" T X .045" W rings. The three rings would in theory produce 25% less friction by my calculations. However the ring gap increases three fold (DUH, three gaps vs two), maybe laying it out like this serves to provide the answer, still worth putting it out to the collective wisdom and experience of others.
I have to question whether the compression might be improved from his two .062" T X .050" W rings (remember this is working), by using three (3) .031" T X .045" W rings. The three rings would in theory produce 25% less friction by my calculations. However the ring gap increases three fold (DUH, three gaps vs two), maybe laying it out like this serves to provide the answer, still worth putting it out to the collective wisdom and experience of others.
































































