Valve Train
I have been working on some odds and ends in the valve train.

This is a rocker arm cut from 1/4" mild steel. I mount it on a mandrel and machine the sides in the lathe.

The rocker arms are handed, that is the spigot is longer on one side than the other

Included in the above photo is the rocker arm pivot bracket.
Below are some shots of the fabrication of the Tappet guides cut from bronze.

Using a tap in the lathe, quicker and easier than cutting threads.

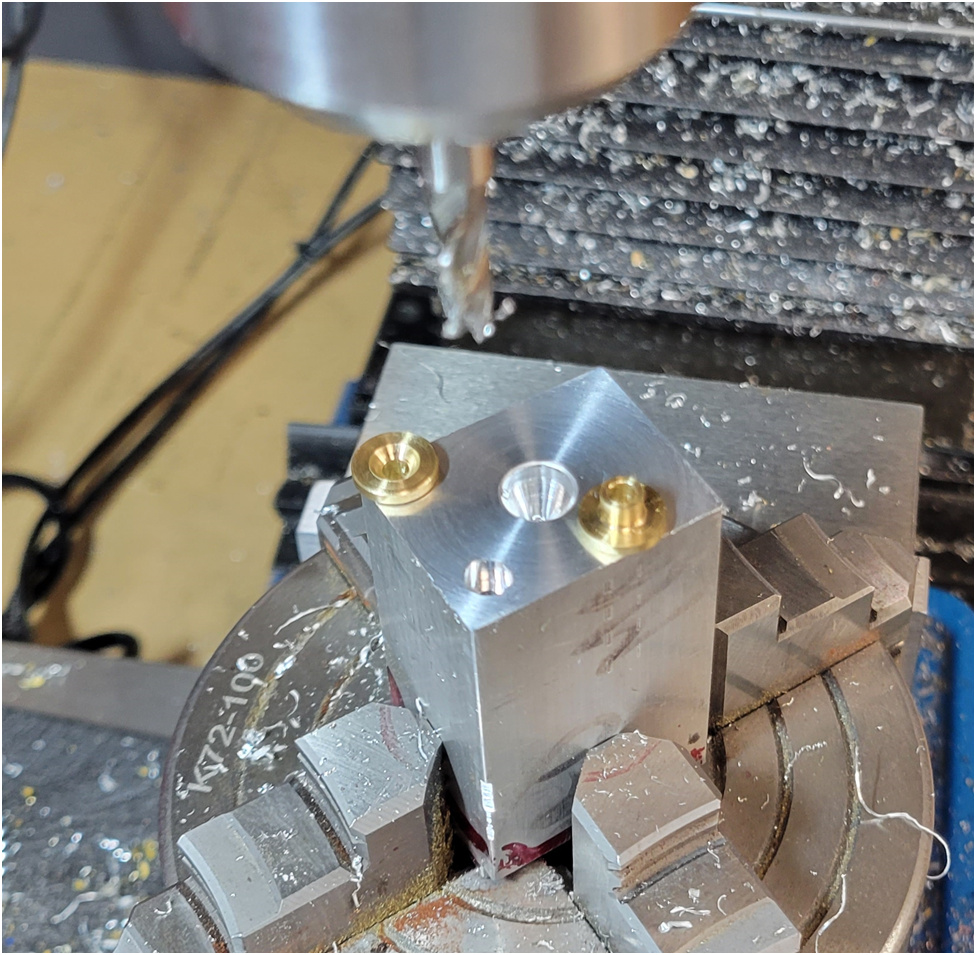
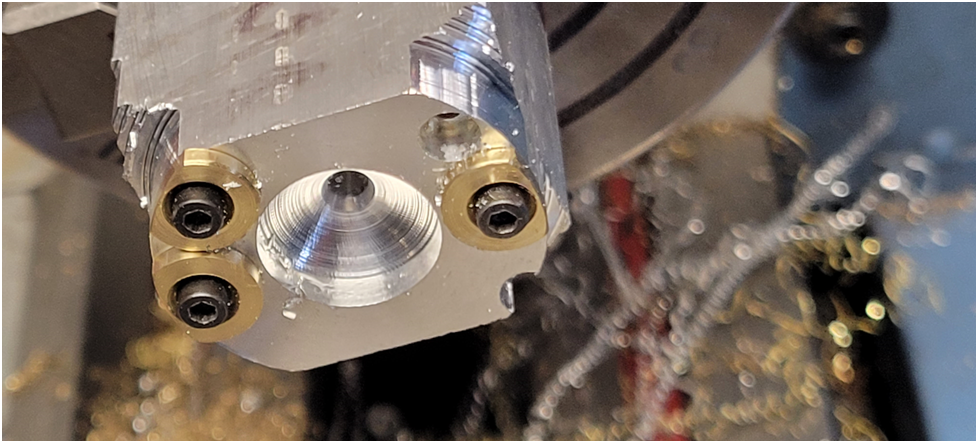
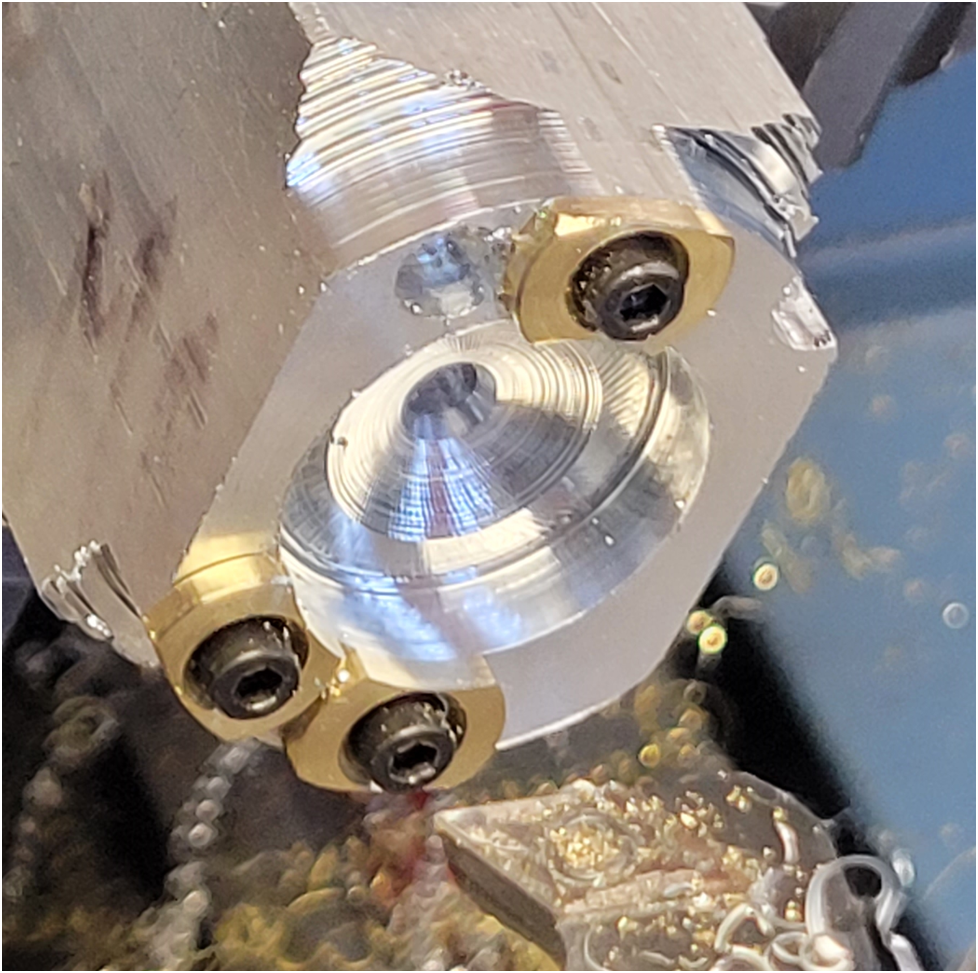
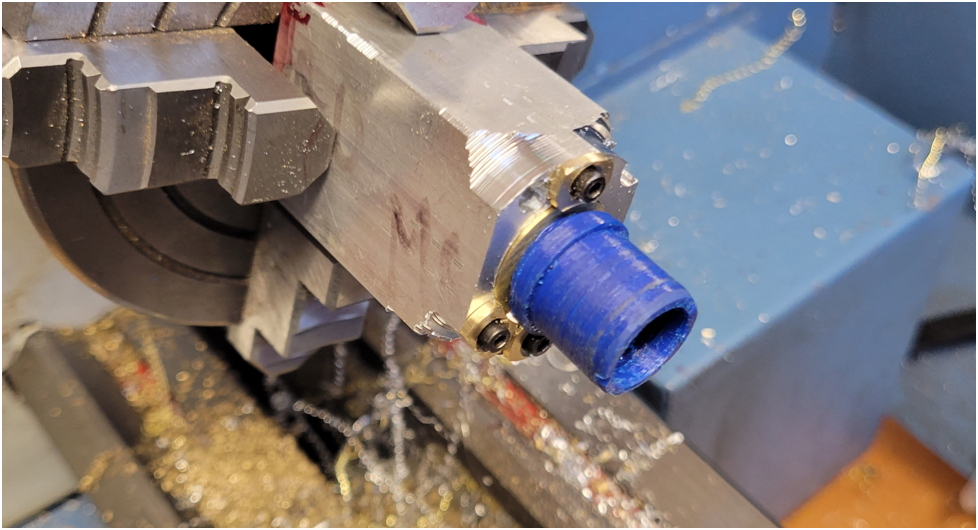
A threaded fixture used to cut the hex heads on the tappet guides.

Finished tappet guides, they will thread into the four yet unthreaded holes in the crankcase
Below is the final operation in the fabrication of a valve guide.

I am using a split bushing to mount the valve guide in the mill vise to prevent marring and deformation while drilling the side hole.

Completed valve guide.

The valve guide is test fit into the head, the small 45 degree valve seat is highlighted. This was cut using the cross slide set to 45 degrees in the same setup used to drill and ream the internal holes.
I have been working on some odds and ends in the valve train.
This is a rocker arm cut from 1/4" mild steel. I mount it on a mandrel and machine the sides in the lathe.
The rocker arms are handed, that is the spigot is longer on one side than the other
Included in the above photo is the rocker arm pivot bracket.
Below are some shots of the fabrication of the Tappet guides cut from bronze.
Using a tap in the lathe, quicker and easier than cutting threads.
A threaded fixture used to cut the hex heads on the tappet guides.
Finished tappet guides, they will thread into the four yet unthreaded holes in the crankcase
Below is the final operation in the fabrication of a valve guide.
I am using a split bushing to mount the valve guide in the mill vise to prevent marring and deformation while drilling the side hole.
Completed valve guide.
The valve guide is test fit into the head, the small 45 degree valve seat is highlighted. This was cut using the cross slide set to 45 degrees in the same setup used to drill and ream the internal holes.