Exhaust Stack and Nut
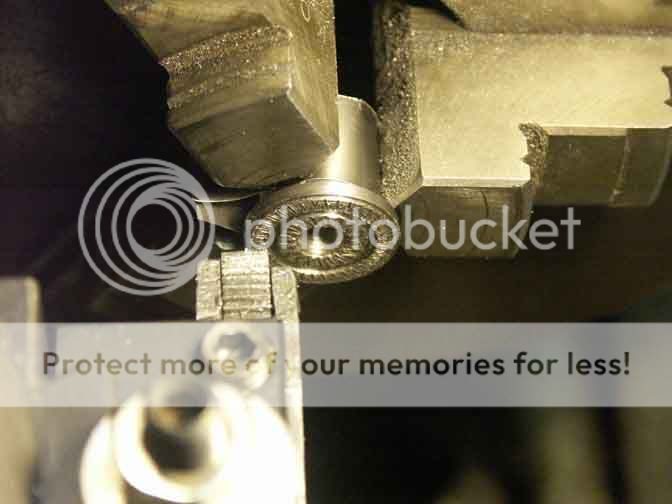
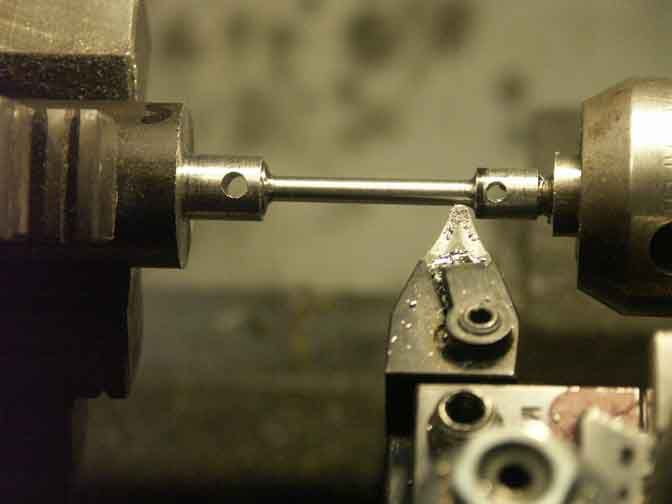
The exhaust nut was knurled, drilled, and tapped for a 5/16-24 thread. Since my previous straight pattern knurls had worked well, I decided to take the time to adapt my two Armstrong diamond pattern knurlers to fit my lathe. I used the one with the finer pitch. The puzzle to me was that the two wheels on this tool were of slightly different diameters (.622 and .613), so it didnt make sense to run thru the calculations to determine the proper part OD before knurling, but they seemed to track okay. The wheel diameters of the coarse pitch tool match much better, so perhaps one of these wheels wore faster than the other.
Then the straight section of the nut was turned, and the nut was parted off.
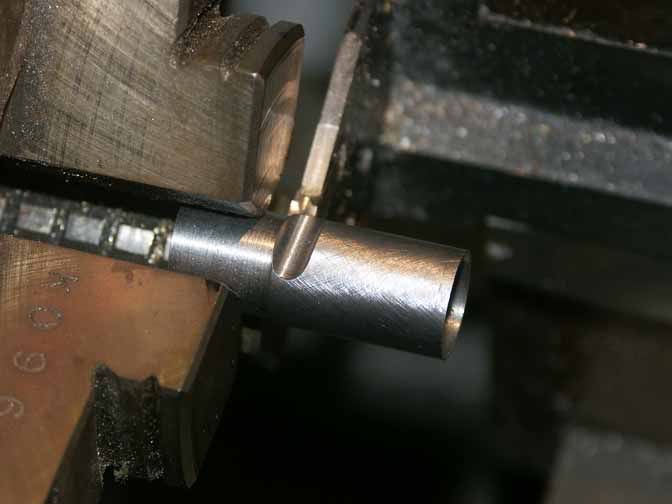
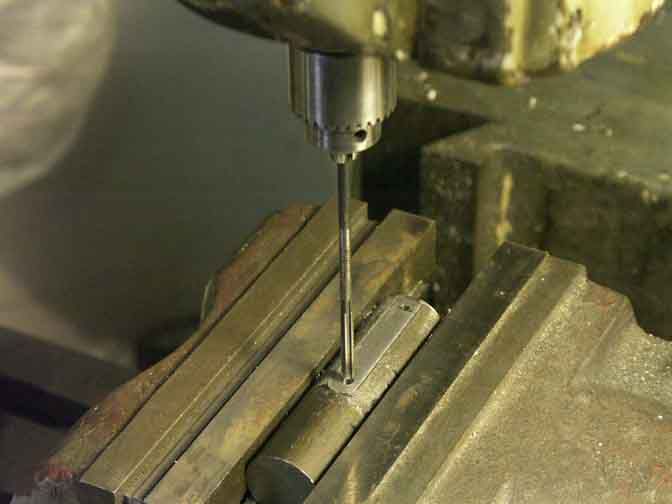
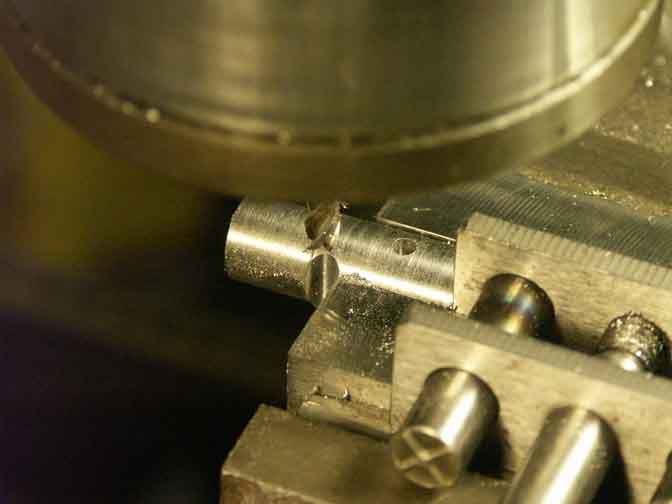
The exhaust stack was turned from solid aluminum, the 5/16-24 thread was cut with a die, it was drilled thru, and then parted off. My full radius turning insert was perfect for the outside contour of the trumpet shape.
My threading die had been misplaced into the tool box in which I keep my historic tools things that are either fragile, near 100 years old, or taps and dies with obsolete thread sizes and pitches. Opening that box presented me with another History Lesson.
It is my guess that this is an adjustable thread gage. It is marked 3/8-24 U.S.F A.L.A.M. STD. Pratt & Whitney Co., Hartford, Conn.U.S.A., and what looks like a hand-inscribed GC4804. In itself, the gage is not too notable, but I had never heard of the A.L.A.M. Standard before so I looked it up.
The ALAM was the Association of Licensed Automobile Manufacturers, the group that was originally formed to challenge the Selden Patent claim to cover all automobiles, but then became the enforcer of the royalty payments from American automobile manufacturers. When Ford Motor Company was denied entry into the ALAM, Henry Ford brought a lawsuit that ultimately led to the invalidation of the Selden patent in 1911.
Wikipedia has more info on that.
http://en.wikipedia.org/wiki/Association_of_Licensed_Automobile_Manufacturers
So why does my Pratt & Whitney gage say A.L.A.M. STD? My American Machinists Handbook by Colvin and Stanley (1914) gives a clue. On the page defining fine pitch threads, it says, This was originally known as the A.L.A.M. Standard, but is now the S.A.E. (Society of Automobile Engineers). Further on, under the heading Gas Engine Horse-Power, it says, The A.L.A.M. rating for gasoline engines, which means the standard adopted by the American Licensed Automobile Manufacturers, is based on the assumption that the piston speed is 1000 feet per minute in all cases. This gives 1500 revolutions per minute for a 4-inch stroke motor, which is about average practice. Since the defeat of the Selden patent the A.L.A.M. has ceased to exist and this is now known as the S.A.E.standard.
So it sounds like the defenders of the Selden patent did more than just defend the patent. They apparently set some early standards for the American auto industry, and set some things in motion that are still being used in America today.
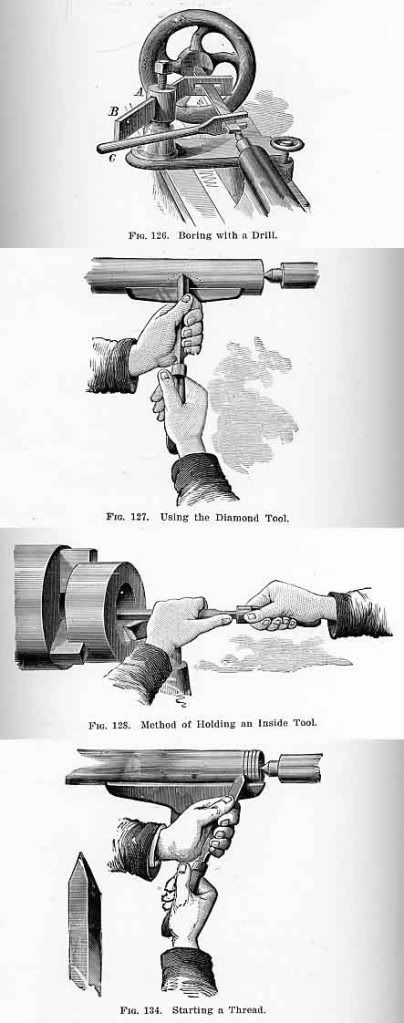
I tried various ways to contour the inside of the trumpet. My wood turning tools worked best! Although using hand held tools for metal turning made me feel like I was breaking some sort of rule, the illustrations below show that I was actually having an experiential history lesson.
These pictures are from the metal-working section of the book Home Mechanics for Amateurs by George M. Hopkins (1903), published by Scientific American. I bet my Grandpa learned to turn metal this way.
And the curvature of my deburring tool worked best to blend the inner-most radius of the trumpet.
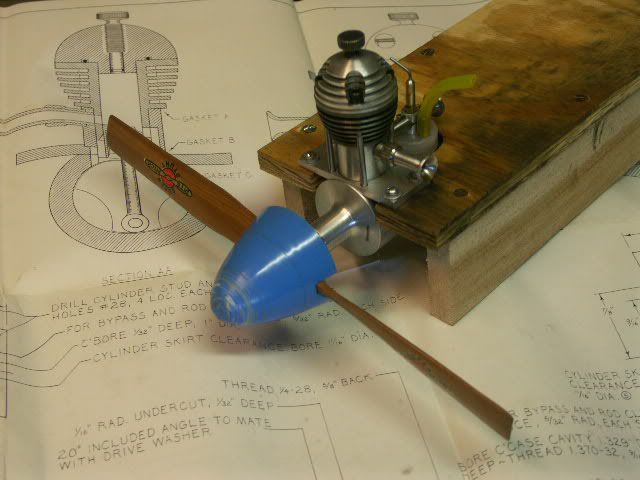
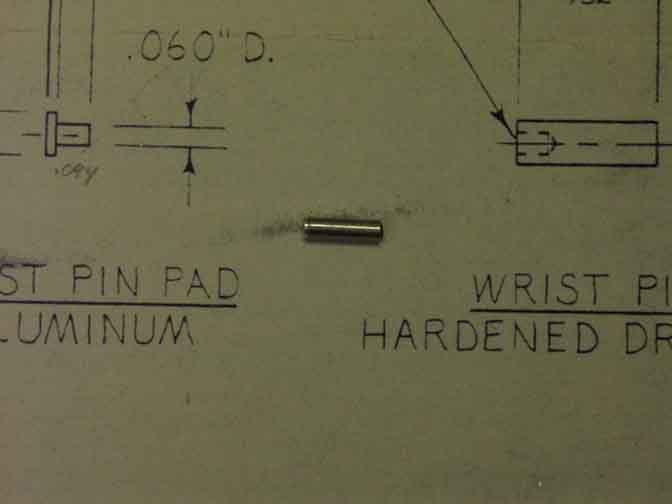
These are the finished exhaust stacks with nuts attached. I have not yet built the intake venturi and its nut, but they are fundamentally the same except for dimensional differences, and the venturi gets a cross-drilled hole.
Bob G





")



























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)